



本文基于一个简化的有限元仿真分析结果,从可靠性的角度讨论 TGV 技术相比 TSV 的优势。TGV 和 TSV 应力分布特性的仿真结果对比如图1所示:TGV 的应力主要集中在 RDL 和通孔接触的位置以及通孔上边缘;TSV 的应力则主要集中在通孔内部和 Si/SiO2 的界面处,并且其应力值远大于 TGV。同时,在更换玻 璃材料重复仿真过程后发现,TGV 中的最大应力值得 到了进一步的降低。此结果证明了玻璃材料的引入和 TGV 技术的应用有助于从一定程度上缓解微系统内部的热应力,从而提高可靠性,同时得益于玻璃材料 本身 CTE 可调的特点,通过精确调控材料本身的性质 还可以进一步降低由内部应力值较大所带来的可靠性问题。
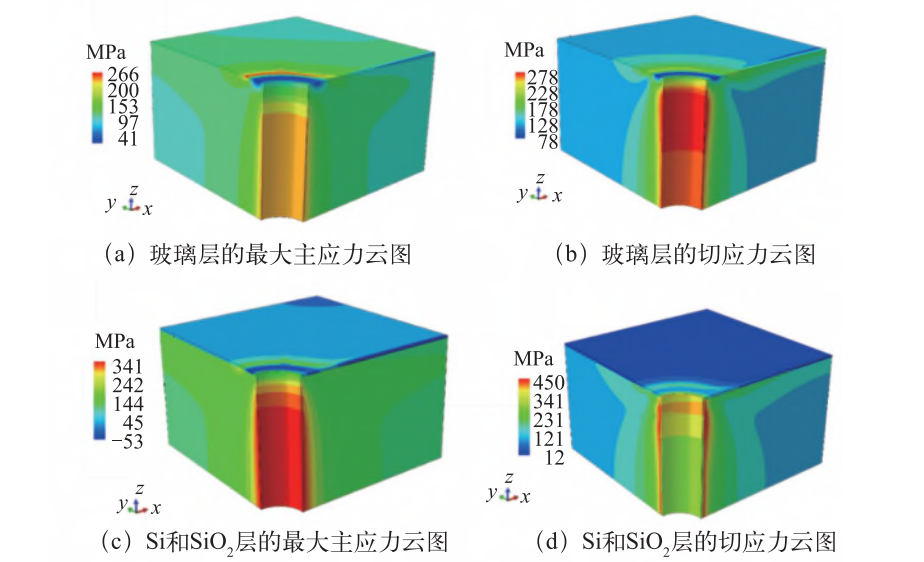
图1 TGV 和 TSV 应力分布特性的仿真结果对比
但是 TGV 依旧存在着诸多潜在的可靠性问题, 比如金属 Cu 布线和玻璃之间构成的界面依然存在潜 在的热-力可靠性问题,高深宽比的 TGV 结构的热机 械可靠性问题依旧较为突出;玻璃作为一种脆性材 料,其本身容易由于热机械可靠性问题发生开裂;作 为下一代高算力载体以及射频器件的潜在关键材料, 其在高电流密度下的互连 EM 问题以及电-热-力耦 合的性能退化问题依旧需要进一步的系统性研究。目 前为止,被科研工作者们广泛研究的是 TGV 在多种 模式温度应力下的热机械可靠性问题,而针对 EM 及 电-热-力或电-热-力-磁耦合下的可靠性问题则讨论较少。

1 TGV结构特性带来的可靠性问题
首先,无论何种方法加工出的 TGV,其形状、尺 寸、深宽比等结构参数会通过内应力影响器件的可靠性。以锥形 TGV 为例,DEMIR 等设计了 一款锥形 TGV 结构,固定 TGV 顶部直径为 60 μm, 通过改变底部直径的方式改变 TGV 结构对应的锥 角,并使用有限元仿真的方式对 TGV 结构玻璃内 的第一主应力进行仿真,仿真结果如图 2(a)所示, 进一步的仿真研究还发现玻璃内部的最大第一主 应力随 TGV 壁锥角角度的增加而增加。对于锥形 TGV 而言,当锥角增大时,应力集中区域因侧壁曲 率突变和界面剪切应力的非线性增长而扩大,导致 最大主应力大幅增大。因此,从降低 TGV 结构内部 应力的角度,加工出的 TGV 壁的锥度值理论上应尽 可能低。与此同时,DEMIR 等针对不同直径、不同深宽比的 TGV 进行了力学性质的仿真分析,研究 过 程 以 玻 璃 基 体 第 一 主 应 力 和 内 部 填 充 的 Cu von-Mises 塑性应变作为玻璃转接板失效和 Cu 垂直 互连结构疲劳损伤的度量,研究两者随 TGV 深宽 比的变化,结果如图 2(b)(c)所示。仿真研究结果 显示,相同深宽比下,玻璃基体第一主应力最大值 和 Cu 塑性应变最大值都会随着直径的增大而减 小。另外值得注意的是,在 Cu 厚度一定的前提下, 增加直径时可以借助通孔中 Cu 质量分数的降低来 缓解由热失配所带来的热力可靠性问题。进一步研 究还发现,在 TGV 直径相同的前提下,TGV 深宽比 的增大会导致玻璃基体第一主应力最大值和 Cu 柱 最大 von-Mises 塑性应变值增大,同时玻璃最大第 一主应力会随深宽比的增加趋于稳定。
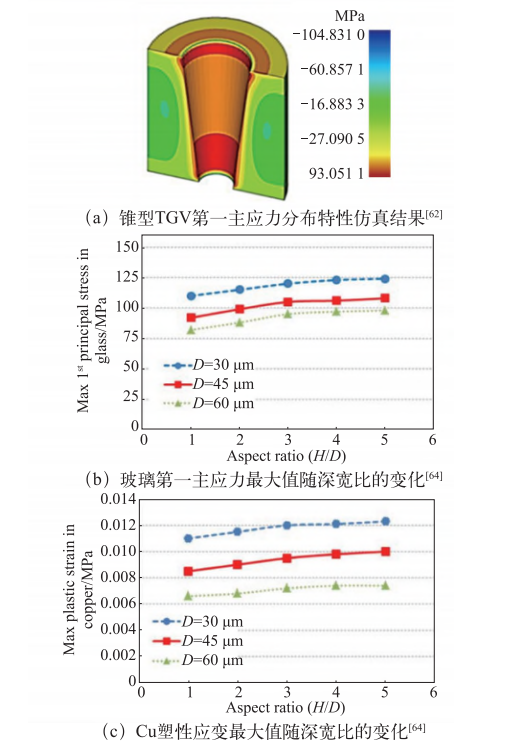
图2 TGV 结构特征所引入的潜在可靠性问题
2 加工过程带来的潜在可靠性问题
由于玻璃材料的本身具有脆性(低断裂韧性),其 在制造过程中易产生缺陷,进而引入潜在的机械可靠性问题。例如,当玻璃面板通过机械切割分离为单元 基板时,加工过程会在切割边缘引入微裂纹等缺陷, 见图3(a)。此外,在玻璃基板上制备 RDL 的过程中 涉及在玻璃基板上沉积多层材料(如聚合物、Cu),这 些材料的 CTE 与玻璃存在显著差异。在沉积过程中, 由于温度变化和材料收缩,会在玻璃基板中引入应力。之后的划片过程中,玻璃基板被切割成单独的芯 片或模块,切割后形成的自由边会引入拉伸应力,这种应力与 RDL 沉积过程中累积的残余应力叠加,可能 会直接导致裂纹出现并扩展,形成如图 3(b)所示的缺陷。
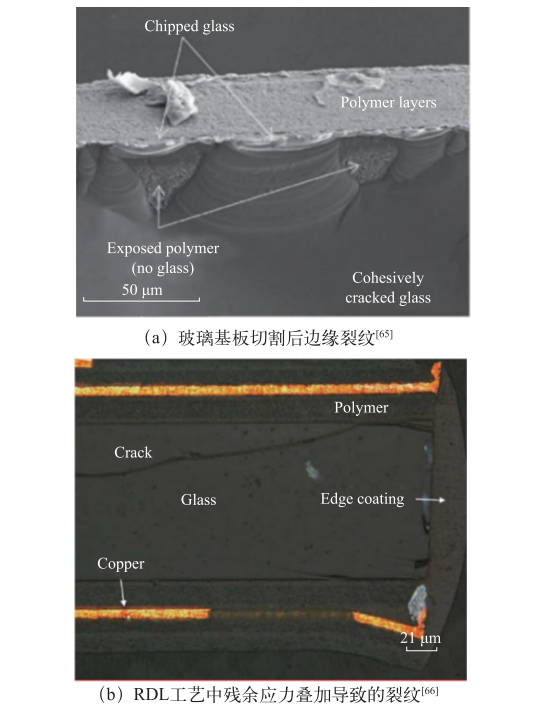
图3 由玻璃本身的脆性带来的可靠性问题
3 TGV 热机械可靠性
TGV 的热机械可靠性问题主要源于 Cu 与玻璃之间 CTE 不匹配所引发的应力集中,这种应力在热循环或高温过程中会导致一系列失效模式,例如互连线路和玻璃界面分层、玻璃基板裂纹、TGV 填充 Cu 柱的 Cu 胀出等诸多问题。这些失效模式严重影响了器件的性能和长期可靠性。
3.1 玻璃基体在热载荷下的裂纹
与 TSV 结构相比,TGV 的直径通常较大,界面应力与通孔尺寸成正比,使得直径较大的 TGV 更容易 受到应力相关问题的影响。因此,即便这些缺陷并未 在制造过程中出现,在后续热机械载荷作用下同样可 能扩展为贯穿性裂纹,最终导致基板结构失效。目前 的研究结果表明,TGV 结构周围的玻璃基体较易出现 径向和周向的裂纹。在加热阶段,由于 Cu 对玻璃基板 施加压力,TGV 附近产生显著的拉伸应力,诱使径向 裂纹的萌生和拓展,如图 4(a)所示。OKORO 等进一步探讨了加热速率对 TGV 样品中径向裂纹形成 规律的影响,在实验过程中,他们将加热温度最高值 固定在 420 ℃,并保持冷却条件不变,仅改变加热速率,以此来分析不同加热速率下径向裂纹的演变过 程。结果表明,随着加热速率的增加,径向裂纹数量增 加,径向裂纹形成的概率随退火升温速率的增加呈指数函数关系增长,出现这一现象的原因是在较低的升 温速率下应力松弛效应更为明显,它降低了 TGV-Cu 中的累积应力,从而最大限度地降低了裂纹形成的概率。
周向裂纹则多萌生和扩展于退火处理的冷却阶段,Cu 的 CTE 达到了玻璃基体的 5 倍以上,导致热膨 胀下的 Cu 在冷却阶段的收缩速度远大于玻璃基板, 填充 Cu 柱此时存在脱离玻璃基体的趋势,又由于Cu 和玻璃之间的强附着力阻碍了 Cu 剥离玻璃基体,最 终在玻璃基体内出现了较大的径向拉伸应力,形成周 向裂纹,如图 4(b)所示。与此同时,OKORO 等研究了在 TGV 孔内电镀不同厚度 Cu 环对周向裂纹的 影响,Cu 环的厚度范围为 8~18 μm。样品经过 400 ℃ 高温贮存和冷却后,对形成周向裂纹的 TGV 数量进 行统计和分析,结果表明随着 Cu 环厚度的增加,周向 裂纹形成概率呈指数增长,同时当 Cu 环厚度小于12 μm 时,玻璃基板中未发现裂纹。分析结果认为,在退火处 理的冷却过程中玻璃受到的应力随 Cu 环厚度的降低 而减小,当 Cu 环厚度<12 μm 时,应力值范围已经低 于周向裂纹形成的应力阈值,因此未观测到周向裂纹的出现。这一实验现象也从侧面印证了对 TGV 进行 合理的结构设计和良好的工艺控制可以有效避免 TGV 结构中玻璃裂纹的形成。
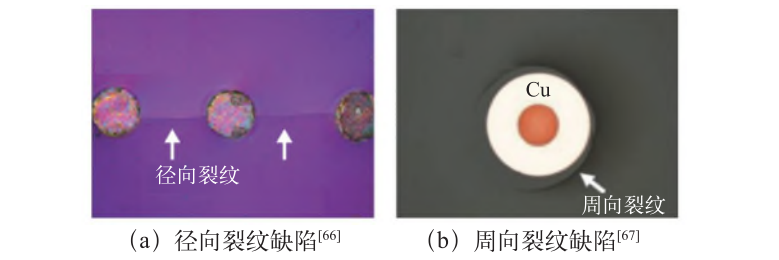
图 4 热机械载荷连续作用下产生的基本缺陷
ZHAO等的研究结果表明,玻璃裂纹通常首先 出现在应力最大的位置。热循环过程中玻璃上的裂纹 和应力分布如图5 所示,该研究通过有限元分析发 现,应力最大的位置为 TGV 或 RDL 的边缘,在- 55~150 ℃的热循环条件下,经过 300 次循环,裂纹开 始在这些敏感位置形成,并随着循环次数的增加而扩展。进一步结合有限元建模分析,发现冷却过程中的 能量释放率(ERR)较加热过程高 30%,表明冷却阶段更容易导致 TGV 填充 Cu 柱界面剥离及 Cu 柱内部的 裂纹产生。通过对上述文献的分析发现,热失配导致 的内应力往往是导致界面开裂、玻璃基体缺陷的诱因。
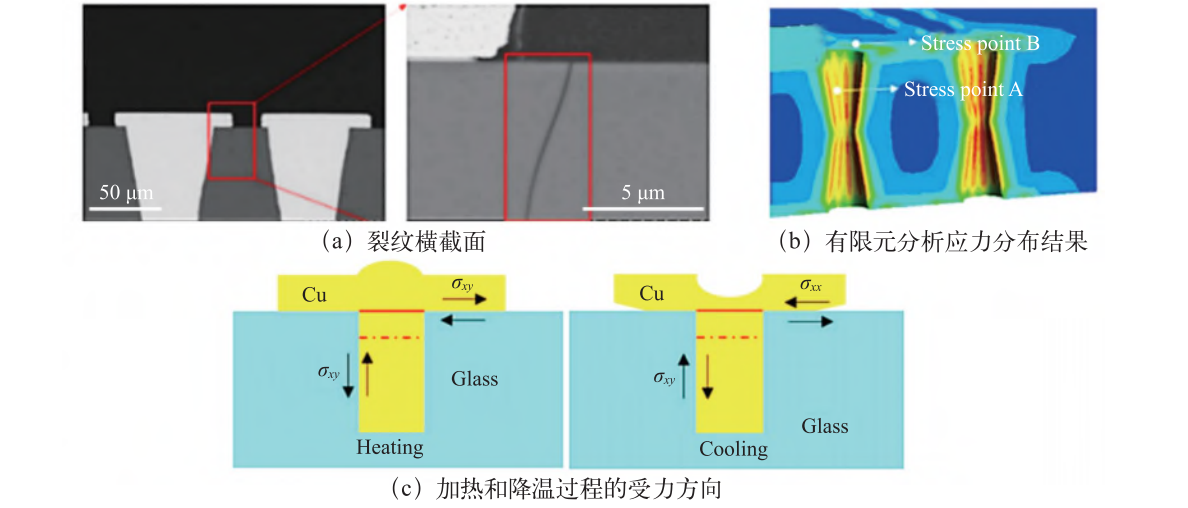
图5 热循环过程中玻璃上的裂纹和应力分布
为了降低 TGV 中的应力,该课题组尝试在 TGV 互连结构中引入聚合物缓冲层来缓解互连结构应力。 研究发现,相比无缓冲层的 TGV-RDL 互连结构,仅在玻璃表面添加缓冲层的 TGV-RDL 互连结构,RDL 边 缘应力降低约 30%,应力与 PI 厚度的关系如图 6(a) 所示。而对于在玻璃表面及通孔内均添加聚合物缓冲 层的 TGV-RDL 互连结构,RDL 和 TGV 边缘应力均 大幅降低,分别减少约 51.15%和 69.1%,应力与 PI 厚 度的关系如图6(b)所示。聚合物缓冲层通过低弹性模量的柔性特征吸收热机械应力,同时调节玻璃(低 CTE)与金属互连层(高 CTE)之间的膨胀系数梯度, 有效降低界面剪切应力。其 3D 结构重构了应力分布 路径,将集中于通孔边缘的峰值应力分散至更大区域,结合界面黏附强化效应抑制微裂纹扩展,从而实 现 RDL 和 TGV 边缘应力大幅降低的显著效果。
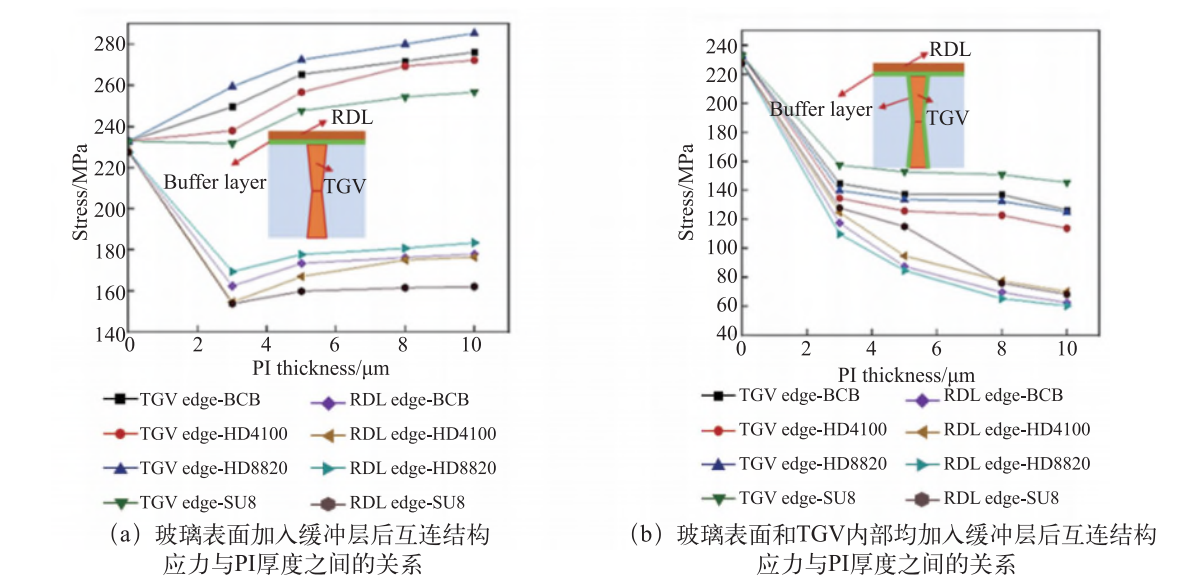
图6 缓冲层的引入对互连结构应力与 PI 厚度的关系影响
3.2 Cu 互连结构与玻璃的界面分层
当基于玻璃基板的封装系统面临复杂应力耦合时,玻璃基板和金属化TGV(主要为 Cu)之间的弹性模量、CTE 等材料参数存在差异,当承受热载荷时,二 者发生不同程度的变形,Cu与玻璃基板之间形成应力失配。玻璃表面更平滑,与Cu之间的黏附性较差,因 此这种应力失配现象可能引发界面分层,如果应力失配较为严重,甚至可能导致基板开裂,器件出现高阻抗甚至开路现象。
AHMED等对TGV的界面可靠性进行了分析和数值研究,利用 ERR 来衡量玻璃和 Cu 界面分层的 驱动力,ERR 与界面分层驱动力呈正相关,其研究过程中的仿真结果显示,冷却阶段的径向拉应力和剪切 应力的共同作用造成了玻璃和 Cu 的界面分层。 DEMIR 等通过有限元仿真发现温度循环过程中 TGV 的膨胀引起了玻璃中的径向压缩和切向张力,轴向压缩应力在 TGV 的中心形成,研究表明当温度降 低时,TGV 的收缩导致玻璃中产生径向张力和切向压 缩,在玻璃和 RDL 的边缘观察到高剪切应力和第一主 应力。随后他们对 TGV 互连结构在-55~125 ℃热循环条件下进行了测试,在 TGV 的角落区域发现了玻璃 和 RDL 的分层,同时还观测到 Cu 和玻璃内部出现了裂纹。温度作用下 TGV 互连结构的应力分布特性和应力导致的缺陷如图 7所示。
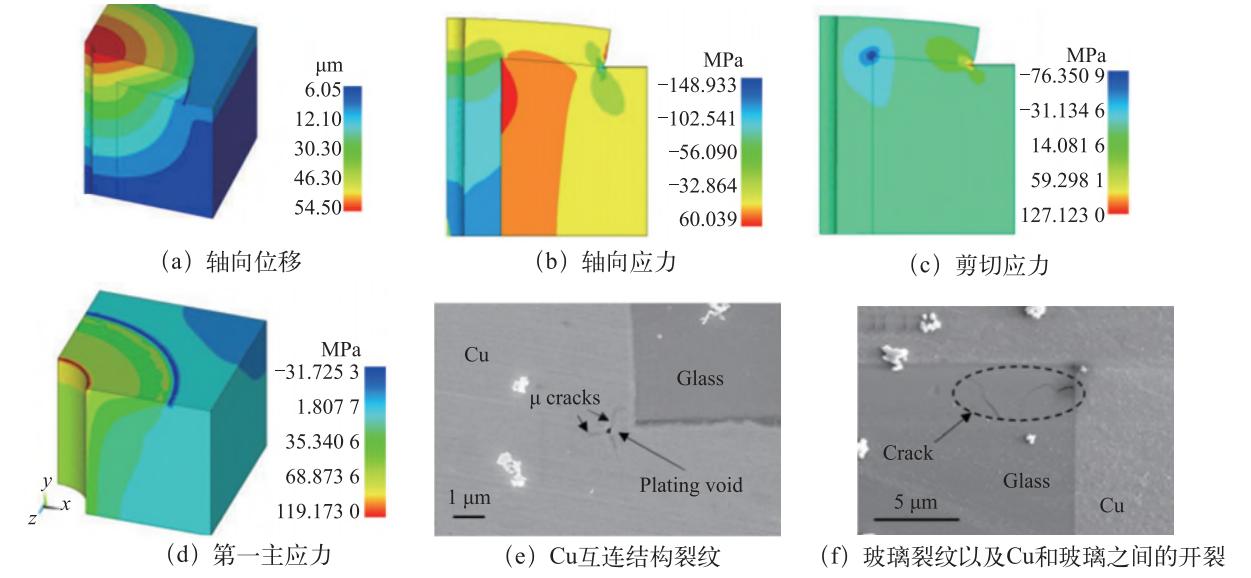
图7 温度作用下 TGV 互连结构的应力分布特性和应力导致的缺陷
3.3 热载荷下的 Cu 柱胀出
对于具有高深宽比的 TGV 结构,不可避免地会发生由于热机械应力造成的 Cu 胀出现象。由于 Cu 的 热膨胀性和塑性变形特性,在长期高温或热循环处理 过程中,Cu 材料会从通孔中向外胀出。尽管 Cu 胀出 有释放应力的作用,但也会对封装结构的可靠性产生 负面影响,胀出 Cu 会挤压附近结构或器件致其失效, 还可能导致 Cu 通孔两端的 RDL 断裂失;另外 这种胀出不仅会破坏通孔的表面平整性,还会进一步 加剧玻璃的应力集中,甚至引发线路的开路或者短路, 以及 Cu/ 基板界面的分层和电流泄漏。OKORO等研究了 TGV 中填充 Cu 柱的胀出高度随高温退火温 度和退火时间的变化规律,如图8所示。研究结果表 明,Cu 胀出高度随退火时间的增加而增大,Cu 胀出速 率随退火时间的延长而降低,并在退火时间大于 240 min 后趋于稳定。为了进一步研究 Cu 胀出问题的 底层机制,该团队还研究了 Cu 的胀出高度与退火升 温速率的关系,结果显示升温速率对 Cu 胀出行为影 响明显,较低的升温速率下 Cu 胀出更为显著,加热速 率增加后的 Cu 胀出高度反而降低。他们将其归因于 在较低的升温速率下所产生的应力松弛效应更加明显。

图8 高温退火过程中 TGV 内部 Cu 柱胀出过程研究
PAN 等针对 TGV 互连结构的热机械可靠性 开展了系统性的原位实验研究。该研究工作将光学轮 廓测量技术与二维数字图像相关技术结合在一起搭 建了 Cu 胀出行为原位监测平台,如图9(a)所示,揭 示了 TGV 填充 Cu 柱胀出行为与玻璃基板变形的动 态耦合机制。实验过程中,采用白光干涉仪在热循环 (循环温度为 23~400 ℃) 过程中实时监测样品表面形 貌,记录 Cu 柱胀出高度的变化,结果如图9(b)所示, 汇总研究结果后发现 Cu 胀出呈现 3 个特征阶段:阶段 A(23~250 ℃),Cu 受热膨胀,受玻璃基板约束,在 位于 Cu-玻璃接触边缘出现界面应力集中,导致 Cu 发生 0.4 μm 弹性形变,此时胀出速率较低;阶段 B (250~400℃),Cu 胀出高度加速增长至 1.7 μm;阶段 C (冷却阶段),因不可逆蠕变,Cu 柱残余胀出高度达 1.3 μm,如图9(c)所示。研究同时还发现,随着升温 速率的降低,Cu 胀出高度值也显著增加,如图9(d) 所示,这一结果与OKORO等报道的结果相吻合。
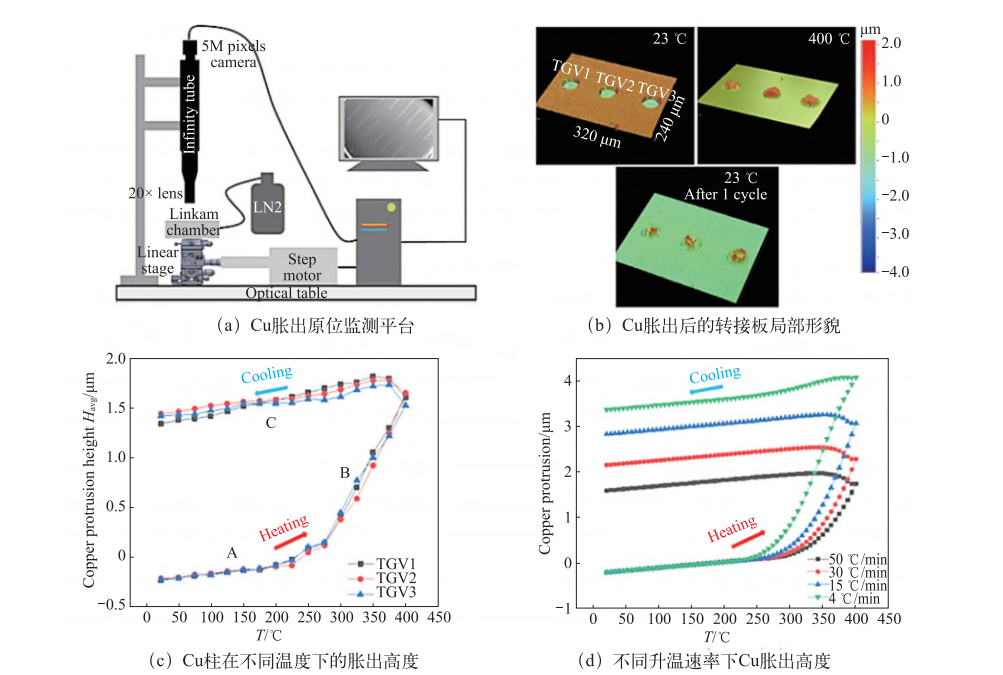
图9 基于原位测试手段的 Cu 胀出过程研究
随着高温退火时间的延长,Cu 胀出高度增加的原 因除了内部 Cu 的热膨胀外,还有其自身在高温下的 蠕变。由于 Cu 蠕变为塑性变形,冷却后不会恢复,进 而导致了不可逆的 Cu 胀出行为,另外 TGV 内应力也 会通过影响 Cu 的蠕变过程显著影响 Cu 胀出行为。此 外,Cu 胀出高度与退火升温速率密切相关,较低的升 温速率会由于更加显著的应力松弛效应而带来更为 显著的 Cu 胀出现象。同时,整个 Cu 胀出过程通常需 要经过初始的低速膨胀阶段、高温下的加速膨胀阶段 以及冷却后的不可逆蠕变阶段。综合以上研究结果, TGV 填充 Cu 柱的胀出过程总体上受到 Cu 金属热膨胀、Cu 蠕变特性以及 TGV 通孔内应力分布特性 3 个主要因素的影响。
YANG 等从优化热机械可靠性的角度出发,对 Cu 柱填充工艺进行了改进。研究过程中使用光学轮廓仪对比研究了带有钛黏附层和不带钛黏附层的 TGV 内部 Cu 柱在热循环过程中的胀出高度,结果显示 2 种 TGV 均在升温过程中呈现相似的 Cu 胀出行为,但 是无钛黏附层的 TGV 互连样品在降温过程中相比含 有黏附层的样品存在更大的不可逆塑性变形,见图10(a)(b)。结合 2D 数字图像相关测量系统监测通孔 附近基板的形变过程,发现随着温度的升高,无黏附层的TGV通孔周围的玻璃基板沿 x 方向的位移值增 加最明显,表明玻璃此时受到更为明显的Cu 热膨胀挤压,见图10(c)。
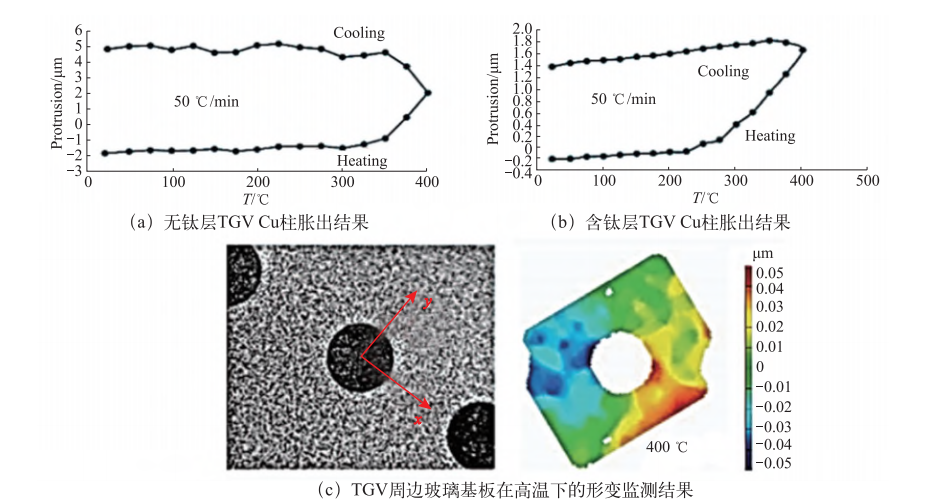
图 10 不同样品的 Cu 胀出结果
综上可见,热机械可靠性问题仍是 TGV 可靠性研究中关注的热点话题,热载荷下玻璃基板不同形式 的开裂、金属互连线路和玻璃基体之间的界面分层、 互连线路的局部裂纹、TGV 填充 Cu 柱的胀出等都是 影响服役可靠性的关键失效模式。这些失效模式在不 同类型热应力作用下的萌生顺序、机理、动力学演变 过程、主导温度区间都不完全一致,这为系统性的失 效机理研究和综合多种失效机理基础上的优化设计 带来了极大的不便。
4 TGV-RDL 的 EM 可靠性
EM 是电子元器件中常见的失效模式之一,定义为在高电流密度条件下,电子与金属原子之间碰撞产 生动量交换而引起的金属原子由阴极向阳极的定向 运动。BLACK于1969年提出了 Saddle Point 设想, 即在电流作用下部分原子可以脱离晶格约束进行自 由扩散,这些原子受到电子风力和电场力的作用,由 于势阱结构使得被激活的金属离子周围布满电子层, 势阱内的金属离子受到的电子风力远大于电场力,因 此在通常情况下,金属原子的运动方向与电子风力方 向保持一致]。当电流达到密度阈值时,金属原子在电 子风力的作用下源源不断地由阴极向阳极迁移,导致 阴极原子大量缺失,产生晶格拉应力,形成 EM空洞, 随着 EM 时间的增加,空洞还会演变成裂纹。
由于 TGV 互连结构微米级的尺寸特征,基于玻 璃转接板的高密度集成封装器件在服役过程中面临 着较为严峻的 EM 失效风险。在 TGV 技术进一步发 展的过程中,TGV 尺寸的不断缩小使互连结构中的电 流密度不断增加,因此互连结构发生 EM 失效的几率 大幅上升;电流密度的增加带来的焦耳热使电子器件 的工作温度大幅提高,温度的提升将会加速 EM 失效 过程。此外,基于玻璃基板和 TGV 技术的电子器件结构复杂,使其在通电过程中会在某些特定区域产生电 流聚集的现象,这种情况常发生于结构不连续处以及 异质界面处,这类区域极易由于电流的拥挤效应带来 局部大幅温升,因此同样是易于引起 EM 失效的薄弱环节。因此,围绕 TGV 互连结构进行其在电载荷或 者电热耦合效应下的可靠性研究,是 TGV 系统性可靠性研究中的重要内容之一。
目前国内外对于 TGV 互连结构在高电流密度下 的 EM 可靠性鲜有研究。不同类型玻璃表面 RDL 的电 阻退化情况如图11所示,在保持电流密度为 1.25× 105 A/cm2 、通电 500 h 后,3 种玻璃上的 RDL 电阻变化 并不明显,因此在低电流密度下不易产生 EM 现象。 哈尔滨工业大学和中国电子产品环境可靠性研究所 相关研究团队聚焦 TGV 关键互连结构在射频服役环 境下的潜在 EM 失效进行了系统研究,发现大电流密 度(>2 ×105 A/cm2 )下 TGV-RDL 互连结构容易在 RDL 和 TGV 填充 Cu 柱接触的位置产生 EM 孔洞;研 究团队总结了面向 TGV-RDL 的电-热-力耦合仿真研 究方法,基于电-热-力耦合仿真发现 RDL-TGV 交界 位点是电流集中的位点,进而会产生较大的热量加速 此处 EM 的发生;同时 RDL 和玻璃交界的位置同样是 电流和热量集中的位置,在热力耦合的作用下成为了 应力集中的薄弱环节。 虽然针对 TGV 互连结构的 EM 问题研究还不够 广泛,但是针对 TSV-RDL 互连结构的 EM 失效机理 研究已有大量参考,部分研究工作围绕 TSV-RDL 和 TSV-凸点互连结构在 EM 作用下的导电性退化过程、EM 失效位点的分布特性、互连界面在不同电 流密度下的 EM 失效、EM 过程中垂直 Cu 柱显微组 织演变特性等进行了较为广泛的研究,可以为 TGV 关键互连结构的系统性失效机理提供参考和研究方 法上的支撑。
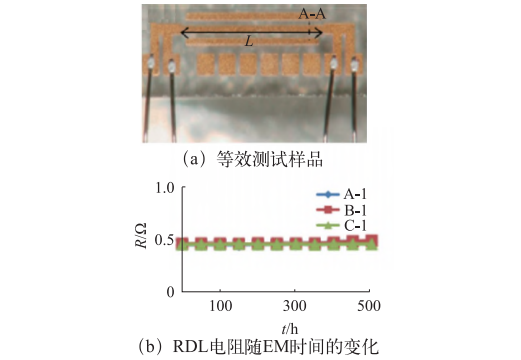
图 11 不同类型玻璃表面 RDL 的电阻退化情况
5 TGV-RDL 的互连结构传输性能
当电流密度较小时,TGV 在电学可靠性方面优势明显,但是在大电流密度及射频应用环境下,TGV 互 连结构依然会面临着很多重要的电学可靠性问题,特 别是对于高频电学传输特性来说,TGV制备工艺、热 载荷等都可能对 TGV 的信号传输特性及其稳定性产生影响。
通常情况下激光诱导湿法刻蚀制备的 TGV 孔壁 具有明显的粗糙度,FANG 等通过提取 TGV 的 S 参 数分析了不同粗糙度对 TGV 的电气特性(如损耗、延迟、功耗) 的影响。考虑 4 种不同的侧壁粗糙度 Rq, Rq≤0.05 μm(平滑表面)、Rq=0.3 μm、Rq=0.5 μm 以 及 Rq=0.8 μm,并分析了它们对电学传输特性的影响。 4 种 TGV 的 S 参数测试结果表明,随着粗糙度的增加,电学传输性能随之劣化,以 Rq=0.5 μm的样品为 例,当频率达到 40 GHz 时,相比于光滑侧壁其总衰减达到 90 dB/m,进一步的研究结果还表明 4 种不同粗糙度的样品,其传播延迟 τr 和能量延迟乘积(EDP)都与粗糙度正相关。究其原因,趋肤效应使信号在遇到粗糙表面时发生多次反射和散射,导致信号在传播过程中路径变长,从而引起信号延迟。
由于加工出的 TGV 具有一定的锥度,对电学传 输特性有着显著的影响。T魻PPER 等探讨了通孔的 锥度对射频 / 微波频率下电学传输的影响,结果如 图12 所示,该研究通过 3D 全波电磁仿真软件建模, 并通过调整锥角 α 分别为 60°、70°、80°和 90°进行仿 真并提取了不同锥角下的传输特性参数,仿真结果显 示,20 GHz 以下不同锥角的通孔对传输行为的影响较 小,然而当频率超过 20 GHz 时,随着锥角 α 的减小, 传输系数逐渐降低;特别是在 40 GHz 时,60°锥角的 TGV 只有大约 23%的功率被传输,而 90°锥角的 TGV 则保持较高的传输效率,这一结果显示 90°垂直通孔 相比于锥形通孔在高频应用中更有优势。
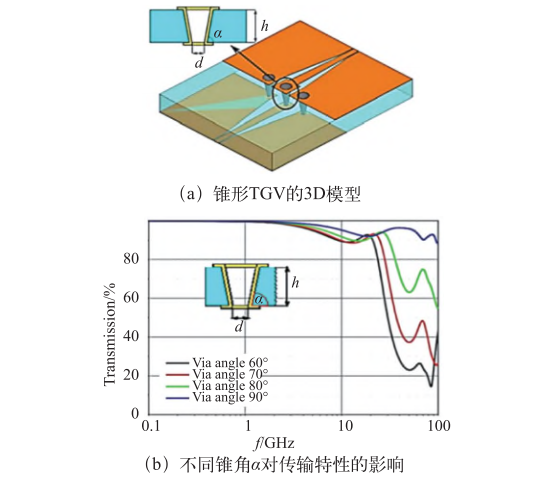
图12 不同锥角的 TGV 传输特性
DEMIR 等同时探讨了玻璃转接板中 TGV 在极端温度循环下的热力学和电学可靠性,设计了菊花链 型的 TGV 互连结构,如图13(a)所示,TGV 具有 30 μm 直径和 120 μm 间距,并制备在 100 μm 厚的裸玻璃基板上,随后在-55~125 ℃之间进行热循环测试,以模拟 实际使用中可能遇到的交变热应力。实验结果显示, 在 3 000 次热循环后,尽管在 Cu 和玻璃界面以及玻 璃角落处观察到了剥离和裂纹的形成,如图13(b)所 示,但 TGV 链的电阻依然保持稳定,如图 13(c)所 示,没有发生故障,该结果表明 TGV 在电学性能上具 有较高的可靠性。然而,这些微裂纹对射频频率下的 电学性能是否有更明显的影响,文章并没有进行深入探讨。
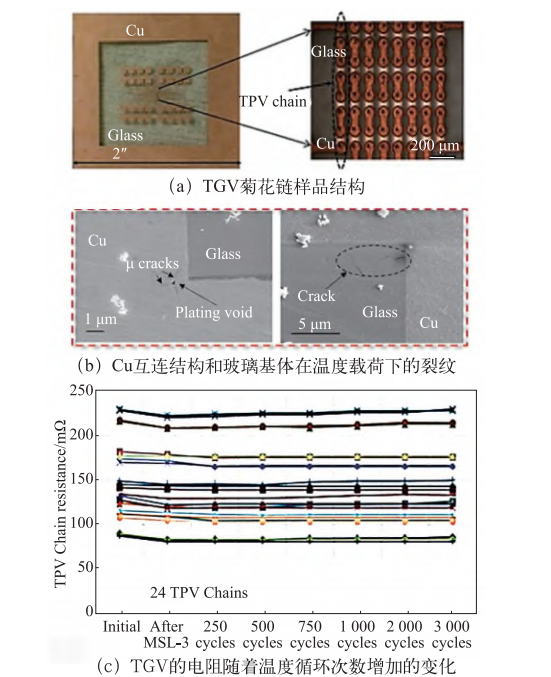
图13 TGV 在极端温度循环下的热力学和电学可靠性
从理论上来讲,当 TGV 互连结构在热载荷下产 生缺陷时,如填充 Cu 柱在温度循环反复作用下发生裂纹后,便会引入额外的电阻 Rcrack 以及额外的寄生电 容 Ccrack,随着贮存时间的增加,Rcrack 及 Ccrack 越来越大, 最终导致整个信号通道上的阻抗增加,影响互连链路 的信号传输特性,引发信号损耗增大以及多频点谐振。当温度载荷增大到诱使 TGV 填充 Cu 柱内的 裂纹演变为大尺寸孔隙后,TGV 内部也会产生额外的 寄生参数,如图14 所示,TGV 互连结构将会出现新的 谐振点。基于公式 f=1/(2π■LC ),谐振频率与电感和 电容成反比,随着缺陷的进一步拓展,电感和电容增 大,谐振点将会有向低频方向移动的趋势。
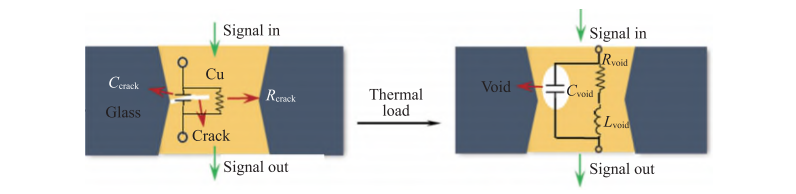
图14热载荷下TGV填充Cu柱缺陷引入的额外寄生参数示意图
6 结束语
本文聚焦 TGV 可靠性问题,系统综述了 TGV 技术在3D 集成与先进封装中的可靠性研究现状。相较于 TSV 技术,TGV 技术作为第三代 3D 集成技术的关键互连方案,凭借玻璃材料优异的射 频性能、高绝缘性及可调CTE等优势,在射频微系统、 高密度异构集成和光电共封装领域展现出巨大潜力。 本文在简单介绍 TGV 技术应用研究现状和制备工艺研究现状的基础上,重点围绕 TGV 技术可靠性研究进行了详细论述,梳理了其在工艺、结构特性、热机械 行为及EM 等方面的研究进展,揭示了当下围绕 TGV 可靠性的研究思路和研究方法。
目前在 TGV 可靠性研究方面,大部分工作主要 关注 TGV 中的热机械可靠性,如热载荷下的应力分 布规律以及 TGV 经历热载荷后的结构缺陷。对于 TGV 电应力下的可靠性部分却鲜有研究,只存在部分 关于热载荷下互连结构电性能退化过程的研究案例。 然而作为高频、射频场景及大算力需求下的垂直互连 结构技术方案,TGV 的核心功能之一是实现高速、高 频信号传输,其电性能稳定性、信号传输特性、抗电子 干扰能力等关键指标的可靠性研究至关重要,对优化 器件封装设计、提高信号传输系统稳定性和器件可靠 性具有重要意义。
展望未来,TGV 技术将朝着多物理场协同设计与 异质集成兼容性方向继续深入发展,可靠性研究不仅 需要考虑单一因子和物理场下的失效机理,还需要综 合考虑力-热-电-磁等多因子协同作用下的多场耦合失效,涵盖结合跨尺度的失效机理研究方法深入剖析 失效机理,构建单场、多场耦合失效物理模型,一方面 建立力-热-电-磁多场耦合的可靠性评估框架,另一 方面提供系统性的数据库来支撑未来新一代高性能 芯片开发过程中的可靠性定量设计。同时,结合 2.5D/3D 集成所面临的复杂封装结构内部热力测试手 段缺失、互连结构及器件级信号传输特性表征方法匮 乏等测试表征方面的共性问题,需要继续开发原位监 测手段以实时检测失效演变过程,同时结合完整的数 据库和模型库开发基于少量实验数据的数字化表征分析手段,为基于玻璃基板和 TGV 技术的新型高算 力芯片、射频异构集成芯片以及光电异构集成器件等 未来先进电子器件的性能评估、分析检测和失效分析 提供有力支撑。TGV 技术的可靠性提升需产学研协同 创新,从材料、工艺到设计实现全链条突破,以推动其 在 5G/6G、高性能计算等前沿领域的规模化应用。
来源:电子与封装,玻璃通孔技术及其可靠性研究现状
马丙戌,王浩中,钟祥祥,向峻杉,刘沛江,周斌,杨晓锋
DOI: 10.16257/i.cnki.1681-1070.2025.0157
艾邦建有玻璃基板与TGV技术交流群,可以加强产业链的合作,促成各企业的需求对接,同时您也可以与行业精英共同探讨玻璃基板及TGV技术的前沿动态,共享资源,交流经验,欢迎您的加入。

加微信李小姐:18823755657(同微信)
邮箱:lirongrong@aibang.com

扫码添加微信,咨询会议详情
注意:每位参会者均需要提供信息
方式二:长按二维码扫码在线登记报名

或者复制网址到浏览器后,微信注册报名
https://www.aibang360.com/m/100255?ref=172672
