

叶淳懿 邬学贤 张志彬 丁萍 骆静利 符显珠
(深圳大学材料学院)
摘要
芯片制造中大量使用物理气相沉积、化学气相沉积、电镀、热压键合等技术来实现芯片导电互连.与这些技术相比, 化学镀因具有均镀保形能力强、工艺条件温和、设备成本低、操作简单等优点, 被人们期望应用于芯片制造中, 从而在近年来得到大量的研究. 本综述首先简介了芯片制造中导电互连包括芯片内互连、芯片 3D 封装硅通孔(TSV)、重布线层、凸点、键合、封装载板孔金属化等制程中传统制造技术与化学镀技术的对比,说明了化学镀用于芯片制造中的优势; 然后总结了芯片化学镀的原理与种类、接枝与活化前处理方法和关键材料; 并详细介绍了芯片内互连和 TSV互连化学镀阻挡层、种子层、互连孔填充、化学镀凸点、再布线层、封装载板孔互连种子层以及凸点间键合的研究进展; 且讨论了化学镀液组成及作用, 超级化学镀填孔添加剂及机理等. 最后对化学镀技术未来应用于新一代芯片制造中进行了展望.
1 引言
芯片指内含集成电路而体积很小的硅片, 是电子设备的“大脑”. 在信息时代, 芯片是各行业的核心基石,电脑、手机、家电、汽车、高铁、电网、医疗仪器、机器人、工业控制等各种电子产品和系统都离不开芯片[1].芯片产业是一个国家高端制造能力的综合体现, 是全球高科技国力竞争的战略必争制高点. 目前我国已有华为、龙芯、欧加、阿里巴巴、寒武纪等公司能够设计出先进芯片, 但在高端芯片制造领域还薄弱, 芯片为我国第一大宗进口商品. 在三星、台积电已能量产 5 nm 制程芯片的当下, 我国大陆也仅有中芯国际能够量产 14 nm制程的芯片. 倘若西方国家进行技术封锁, 我国有可能面临无芯可用的窘境. 因此,对芯片制造技术的研究就显得尤为重要.
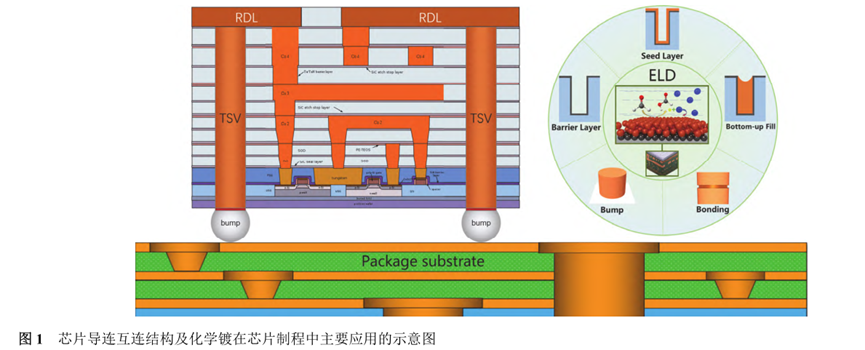
如图 1 所示, 芯片的制造可分为前段工艺(FEOL,Front End of Line)、后段工艺(BEOL, Back End of Line)及后继的芯片封装等. 前段工艺就是在单晶硅片上制造出晶体管. 而后段工艺则是在一层层的绝缘材料上进行穿孔(Via)和金属布线, 将前段工艺中的晶体管进行导电互连[2]. 此外, 后续封装中将会涉及 TSV、芯片封装载板盲孔与通孔、重布线层(RDL)、凸点(bump)、凸点下金属过渡层(UBM)及凸点间的键合等关键工艺, 主要目的也是实现高效导电互连. 目前, BEOL 及 TSV 中的阻挡层、种子层主要使用物理气相沉积(PVD)或化学气相沉积(CVD)方法制造, 金属的填充使用电镀铜制备[3-5].芯片级细凸点通常使用电沉积技术制造, 凸点间的键合则可通过热压实现[6]. 但是随着芯片线宽的不断缩小,上述技术会面临着一些难以克服的缺点. 且不谈 PVD、CVD 技术所要求的昂贵设备,使用它们制造的阻挡层和种子层, 在面对高纵横比的通孔时难以保证完美覆盖率, 最终可能导致金属填充的失败. 对于铜柱凸点间的键合, 如果使用热压方式则需要较高的温度和较大的压力, 这对于芯片导电互连长效服役是不利的[7].
化学镀作为一种金属沉积工艺, 它可以不需高成本设备、不需要电流及导电基体就能够在复杂形状的基体包括含有细孔径的深孔基体上均匀沉积金属层, 并且工艺成本低、实施简单方便, 已被广泛应用于印制线路板[8]、芯片封装载板、UBM 中阻挡层、柔性电路[9-14]、集流体[15]、传感器[16]、电磁屏蔽[17]、导热散热[18]、防腐装饰及多种功能性涂层等制造上. 化学镀被许多研究者积极研究用于芯片制造中的阻挡层、种子层、孔填充金属互连、铜柱凸点之间的金属低温湿制程键合等. 本综述将对比传统芯片制造导电互连工艺技术与化学镀技术, 介绍用于芯片制造中的化学镀技术研究进展, 并对它们进行总结与展望, 为今后芯片制造领域中的化学镀应用提供参考.
2 芯片化学镀原理与制程
2.1 芯片化学镀原理及常用镀种
化学镀就是溶液中的金属离子在还原剂的催化还原作用下只在需要进行镀覆的基体上形成金属镀层的一种技术[19]. 化学镀总反应式如式(1):

其中, Ox 是还原剂 Red 的氧化产物. 该反应又可分为阴极部分和阳极部分:

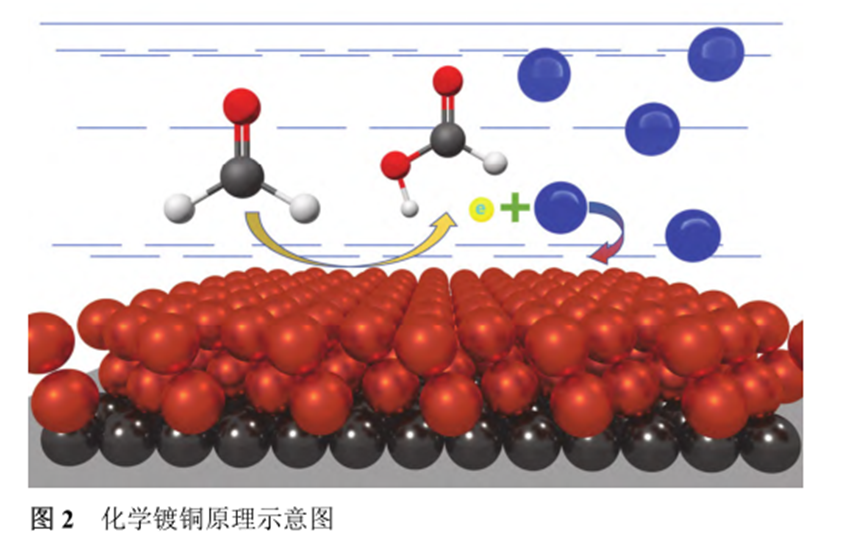
式(2)、(3)中 z 和 m 表示电子数. 上述反应发生在同一电极、同一溶液金属界面上, 因此需要让还原剂的平衡电位比金属电极的平衡电位更负才能保证反应的持续发生. 以芯片化学镀工艺中常见的甲醛还原铜离子的化学镀铜工艺为例, 讨论其机理(图 2). 以甲醛作为化学镀铜的还原剂时, 其总反应如式(4):

可分为阳极反应式(5)与阴极反应式(6):

上述反应可细分为几个步骤: 甲醛在水合后解离(式(7)、式(8)), 与氢氧化物离子反应生成亚甲二醇阴离子(式(9)). 亚甲二醇阴离子随后继续在催化剂金属表面反应(式(10)、式(11)).
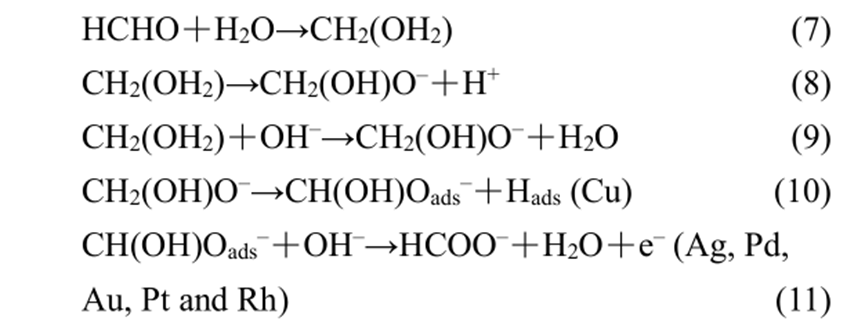
最后在催化剂金属表面发生析氢反应:

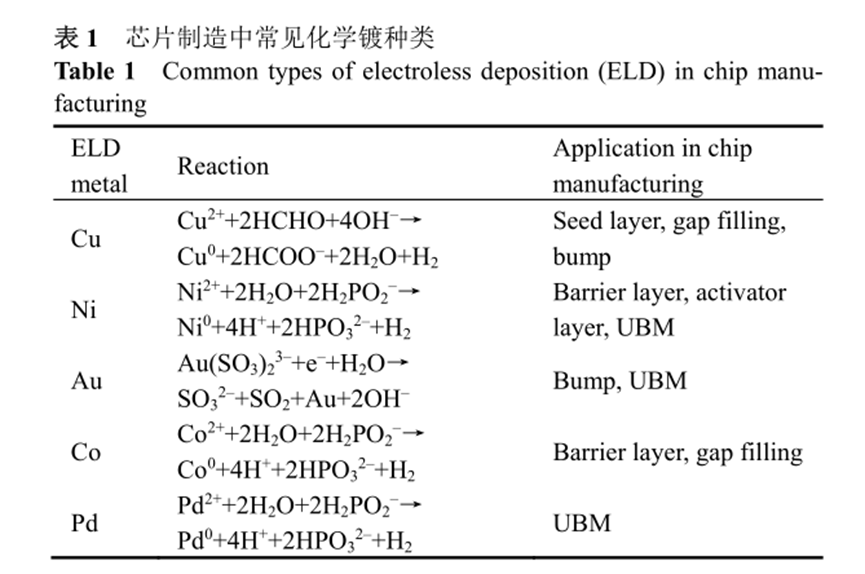
上述反应机理表明化学镀反应离不开催化剂的存在. 芯片化学镀工艺中, 催化剂紧密地吸附在基体上,化学镀反应在催化剂表面进行, 保证了工艺的选择性和保形性, 同时也是化学镀工艺应用于芯片制造的优势.表 1 列出了芯片制造中常见单金属化学镀种类, 在此基础上可以添加铼盐酸、钼酸盐、钨酸盐等金属盐以及次磷酸盐、二甲胺硼烷(DMAB)等非金属盐来实现 NiP、CoB、NiReP、CoWP 等二元、多元合金的沉积.
提升反应温度可以促进化学镀的进行, 但温度太高也可能导致镀液分解. 镀液的自发分解取决于以下因素: 溶液中成核的概率和速率, 以及核生长与溶解的关系. 临界核半径的方程式为:

其中 γ 为金属溶液界面的表面张力, ν 为金属的摩尔体积, EMe 和 ERed 是金属和还原剂在溶液中的电动势. 当 r的实际值大于理论值时, 发生自发分解. 通过使用添加剂和络合剂, 同时调节溶液的 pH 值, 可以使沉积过程的(EMe-ERed)值尽可能地小. 添加剂还可以通过吸附在晶核上并阻止晶核生长来毒化催化剂表面, 从而导致晶核溶解. 此外, 使用表面活性剂可以降低镀液的表面张力, 有利于去除镀层表面产生的氢气泡[20].
2.2 芯片化学镀前接枝与接枝剂
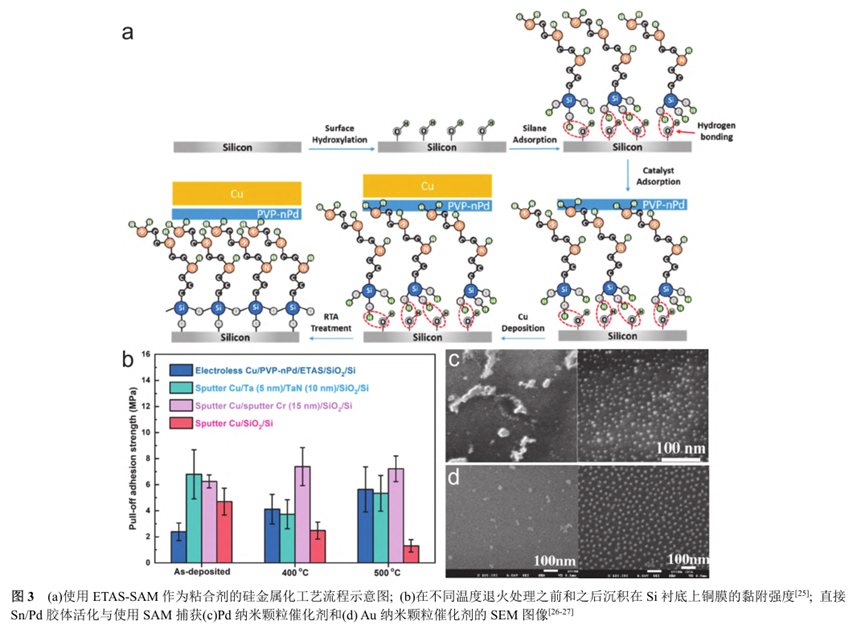
化学镀金属层要在芯片基体上高效催化沉积并与基体具有良好的结合力, 这主要通过对化学镀前基体的处理来保障[21]. 由于芯片化学镀工艺的特殊性, 常用的前处理关键步骤为接枝改性和活化. 自组装单分子层(SAM)已被证明可在微电子和生物医学工程等各种应用领域中用作偶联剂、催化剂捕获层、扩散屏障、腐蚀抑制剂和黏附促进剂等[22]. 在芯片化学镀工艺中, 接枝处理后可以在基底表面形成 SAM, 用于捕获催化剂离子或催化剂颗粒. 使用 SAM 的一个关键理由在于它能起到增强基底对镀层黏附强度的作用, 以支持镀层经过后续化学机械抛光(CMP)而不脱落. 常见的接枝步骤如下: (1)使用清洁溶液(通常包含过氧化氢、硫酸或氨水)清洗基底并干燥, 实现基底表面的羟基化; (2)在一定温度下, 将基底浸入含有接枝剂的甲苯或乙醇溶液一定时间后取出清洗并干燥, 在基底上得到 SAM; (3)用标准清洗液(SC-1, 包含过氧化氢及氨水)对 SAM 进行功能化或是对样品进行烘烤使 SAM 致密化(可选)[22-24].以 Si为基底, 3-[2-(2-氨基乙基氨基)乙基氨基]丙基-三甲氧基硅烷(ETAS)为接枝剂为例, 如图 3a 所示, 使用微蚀刻溶液对基底表面处理后会带上羟基基团. ETAS 的分子结构以 Si 原子为中心, 连接着三个含甲氧基(-OCH3)的头部基团和一个烷基链, 烷基链尾部有一个游离氨基(-NH2). 由于头部基团与基底表面羟基之间氢键的作用力, ETAS 在基底上组装成 SAM, ETAS 尾部的氨基会捕获 Pd 催化剂从而起到活化的作用. 此外,经过退火处理, ETAS 分子与 Si 衬底之间、两个相邻 ETAS 分子之间均会发生脱水反应, 从而大幅提高黏附强度, 黏附强度与退火温度之间的关系如图 3b 所示[25]. 使用 SAM 捕获催化剂, 相比于直接活化, 可以获得粒径更小、密度更高的催化剂. 如图 3c、3d 所示, 由 SAM 捕获的不论是 Pd 还是 Au催化剂, 其催化剂粒径及密度都要比直接使用 Sn/Pd 胶体活化更加优秀[26-27]. 表 2 列举了芯片化学镀工艺中常用的接枝剂.

2.3 芯片化学镀前活化及活化剂
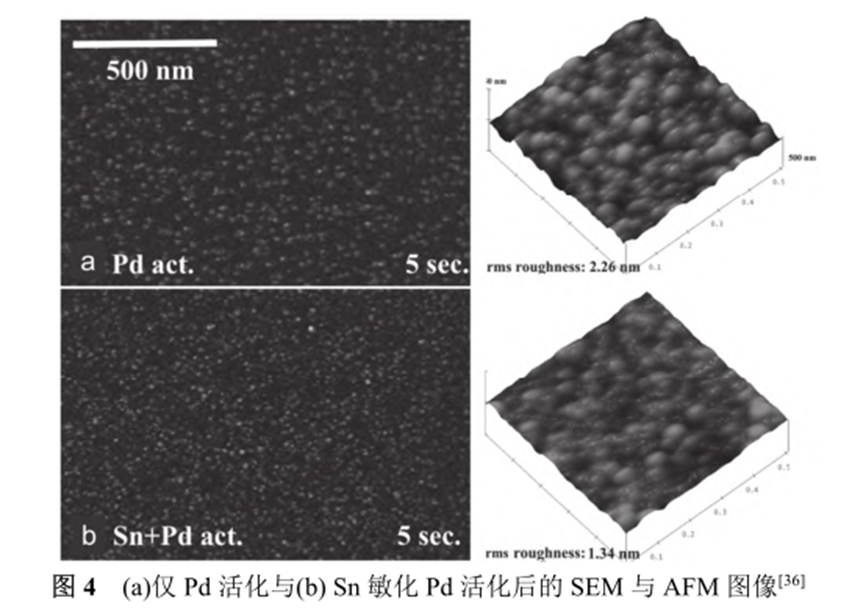
活化的目的在于让基材表面附着上具有催化活性的 Pd、Ag、Au、Ru 等催化剂促使金属离子还原的化学镀反应能够进行, 活性颗粒自身的催化活性以及在基材表面上的分布形态等均会影响后续化学镀性能. 化学镀中最为常用的活化方式为 Sn/Pd 胶体活化. Pd 是贵金属,成本高. 作者所在课题组为降低化学镀活化剂成本, 开发了空心多孔 Pd 纳米球[31]、多孔空心PdCu 纳米框[32-34]、纳米 Sn 棒载 Ag[9]、纳米 Cu、Ag 胶水[15]、银离子油墨[35]等多种催化剂,能够实现良好的化学镀铜导电互连. 相比于直接吸附催化剂纳米颗粒的一步活化法, 敏化-活化法先使用二氯化锡(SnCl2)对基材进行敏化, 吸附在基底上的 Sn 离子可以有效降低样品表面张力并改善润湿性能, 降低表面能, 并为金属催化剂离子还原提供了均匀分布的位点, 从而增加催化剂纳米颗粒的覆盖率. 此外, 敏化后吸附在基底上的 Sn 离子会与Pd离子发生如下反应:

将 Pd 离子还原为 Pd 纳米颗粒[36-37]. 如图 4 所示,经过敏化处理的基底吸附的 Pd 纳米颗粒密度更高, 粒径更小. 原子力显微镜(AFM)测试结果表明, 敏化活化法相比起直接活化, 表面粗糙度降低了约 40%, 说明吸附的 Pd 纳米颗粒更倾向于平面覆盖.
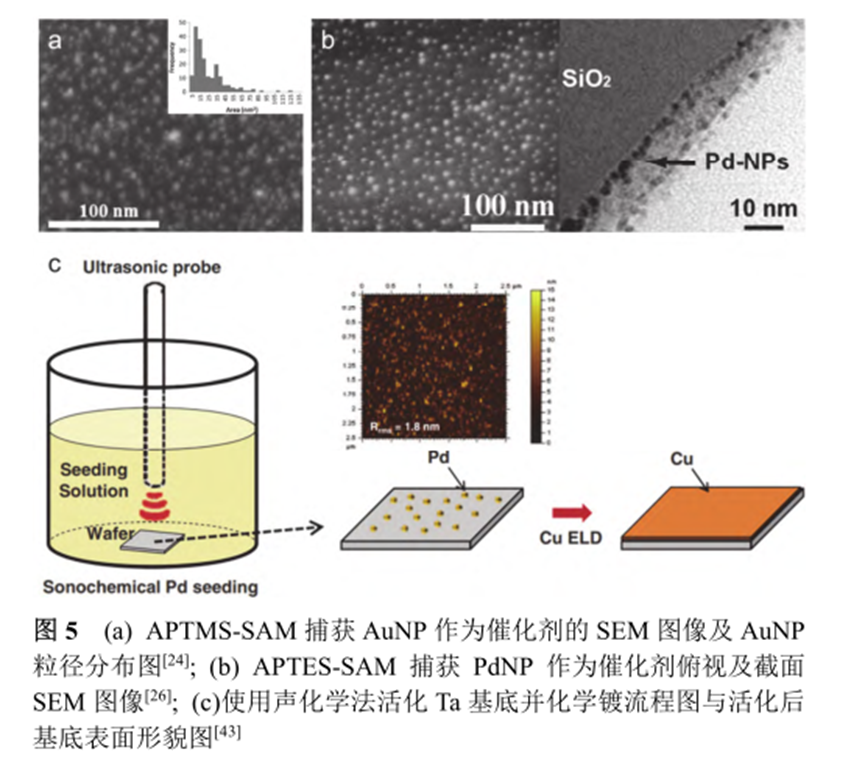
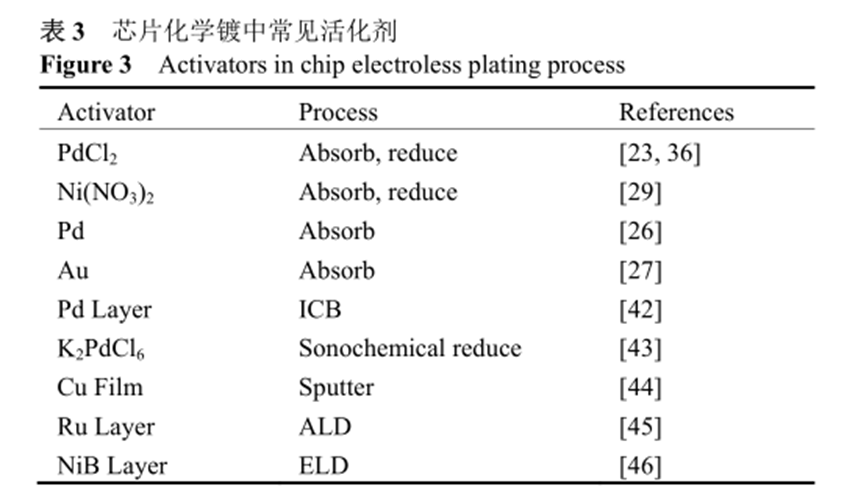
SAM 可以捕获金属离子, 直接将带有 SAM 的基底浸入含盐酸的氯化钯溶液中, 基底便会吸附 Pd 离子. 在后续化学镀时, 镀液中的还原剂会将 Pd 离子还原成有催化活性的 Pd 纳米颗粒[38], 从而催化化学镀金属层沉积[23,39]. 将氯化钯溶液换成硝酸镍溶液, SAM 同样可以吸附 Ni 离子. 与 Pd 不同的是, Ni 离子较不容易被还原,因此在化学镀前需要将基底先浸入强还原剂硼氢化钠溶液中将 Ni 离子还原为 Ni 纳米颗粒, 之后再进行化学镀[29].如图 5a、5b 所示, 除金属离子外, SAM 也能直接从钯纳米颗粒(PdNP)、金纳米颗粒(AuNP)活化剂中捕获Pd、Au 等纳米颗粒用于活化[24,26-27,40-41]. Inoue 等[27,40]认为 AuNP 所带的电荷使它们之间存在静电斥力, 在活化时可以保证高密度吸附而不团聚, 但在硅工艺中使用Au 可能带来严重的金属污染, 因此后续的实验中弃用了 AuNP 转而使用 PdNP. Shingubara 等[42]用电离簇束(ICB)沉积 1 nm 超薄 Pd 作为化学镀催化层. Lim 等[43]将Ta 基底浸入六氯钯酸钾溶液中,超声使水声解产生 H•自由基还原 Pd(IV), 从而实现 Ta 基底的活化(图 5c). Lin等[44]使用溅射沉积的铜膜代替锌作为化学镀 UBM 的活化层. Inoue 等[45]在原子层沉积(ALD)的 10 nm 厚钌层上化学镀 Cu 种子层, 纳米金属钌层起到了催化作用. 因为直接在 Pd 活化的 SAM 上化学镀CoWP 会成长为不连续的岛状, Osaka 等[46]先化学镀 NiB 层, 将其作为催化层再化学镀连续的 CoWP 阻挡层. 化学镀中的活化剂可谓是多种多样, 表 3 列举了一些芯片化学镀制程中的常见活化剂.
3 芯片导电互连制程
3.1 芯片内互连制程
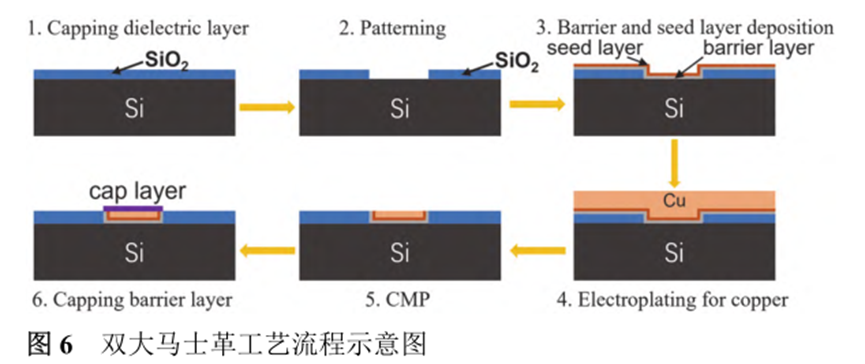
早期, 在芯片制造的后段工艺中人们使用铝(Al)作为导电互连金属. 但随着芯片中晶体管数量增加和线宽缩小, RC 延迟(R 为芯片中互连线的电阻, C 为基板的电容)成为影响芯片速率的重要因素[47]. 为了解决这个问题, IBM 于 1997 年提出用导电性更好的 Cu 代替 Al 作为芯片的互连材料.与 Al 相比, Cu 的电阻率更低, 可以有效降低延迟. 但是 Cu 易腐蚀, 且容易向二氧化硅(SiO2)或硅(Si)基材扩散, 从而影响绝缘体或半导体的特性.应用于Al 的工艺技术无法直接应用于 Cu, 因此双大马士革互连线工艺应运而生[48]. 如图 6 所示, 先在 Si 基材表面形成一层 SiO2 介电层, 然后在介电层上刻蚀出沟槽(trench)和穿孔. 紧接着使用 PVD 或 CVD 沉积一层扩散阻挡层, 用于防止填充的 Cu 金属向介电层扩散. 随着晶圆尺寸的增大, 传统阻挡层过大的电阻导致的 IR压降会让后续使用大马士革工艺电镀填充 Cu 时出现 Cu沉积不均匀的情况, 因此必须在填充Cu 之前使用 PVD或 CVD 沉积一层导电的种子层. 随后在各种添加剂的作用下, 实现自下而上的电镀 Cu 填充[49]. 电镀完成后还需要进行 CMP 去除多余的 Cu, 实现平坦化.最后可以覆盖一层阻挡层, 并继续进行下一层的大马士革工艺[50].
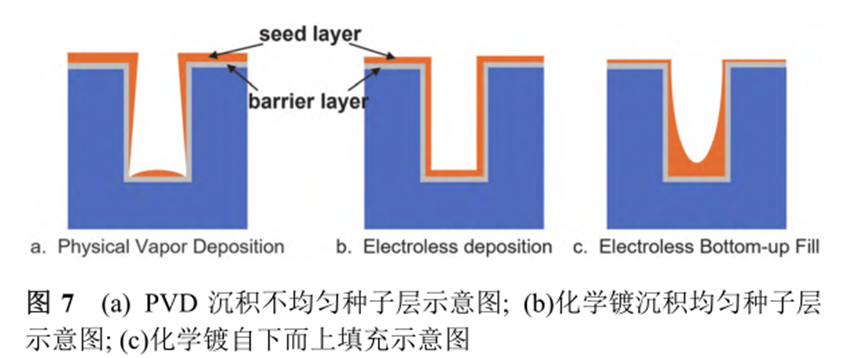
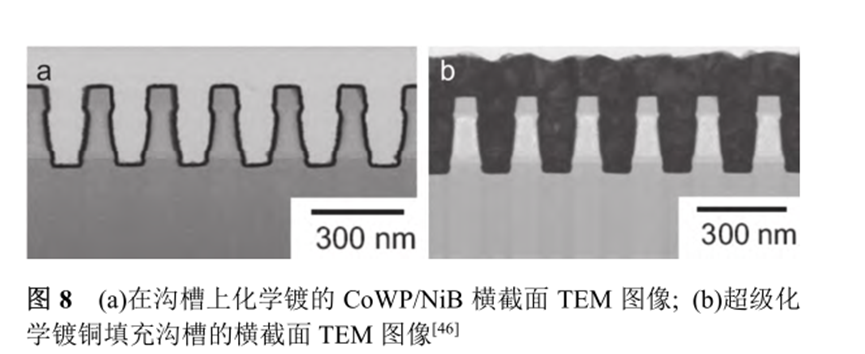
但正如前述, PVD、CVD 技术不仅设备昂贵, 而且面对线宽逐渐缩小的制程, 无法保证完整覆盖沟槽和穿孔, 或是引起“倒垂”现象(图 7a), 导致后续电镀填充金属的步骤失败. 而化学镀优秀的均匀镀覆保形能力不仅可用于制作阻挡层或种子层(图 7b), 还能在添加剂的配合下直接进行孔填充金属(图 7c). Osaka 等[46]使用3-氨基 丙 基 三 乙 氧 基 硅 烷 (APTES) 对已 刻 蚀 出 沟 槽 的SiO2/Si 晶圆进行硅烷化, 随后将其浸入 PdCl2 溶液中吸附 Pd 离子. 在含有硫酸镍、柠檬酸和 DMAB 的溶液中,Pd 离子会被还原成 Pd 纳米颗粒并催化化学镀镍, 得到NiB层. 在含有硫酸钴、钨酸钠、柠檬酸钠、次磷酸钠及硼酸的溶液中, Ni 层会作为化学镀 CoWP 的催化剂,获得 CoWP/NiB 阻挡层(图 8a).最后, 他们在聚乙二醇(PEG)添加剂的配合下, 使用乙醛酸还原硫酸铜超级化学镀铜填孔, 实现了沟槽内的自下而上填充(图 8b). 在500 ℃下退火 30 min, 未观察到 Cu 的扩散,说明该阻挡层能较好地发挥阻挡作用. 使用超级化学镀填孔可以减少种子层沉积和电沉积工序, 在不导电的绝缘层或阻挡层上直接一步化学镀填充导电互连金属.
3.2 三维封装 TSV 制程
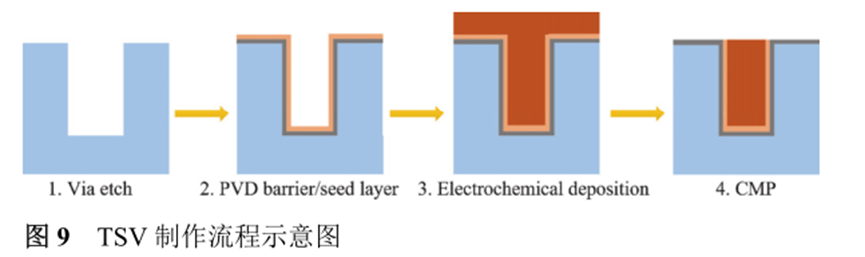
在芯片制程发展逐渐遇到瓶颈的今天, 芯片的 3D封装是人们能够继续追赶摩尔定律的有效手段. 将芯片堆叠并用 TSV 连接是如今最常使用的芯片 3D 封装方法. TSV 的制造在某种程度上与芯片内互连大马士革工艺非常相近. 如图 9 所示, 对基材进行垂直刻蚀后, 用PVD 技术沉积扩散阻挡层与种子层, 用于防止填充的铜扩散至基材中及电镀填充金属. 在电镀填充铜后, 通过 CMP 去除多余的金属[51].
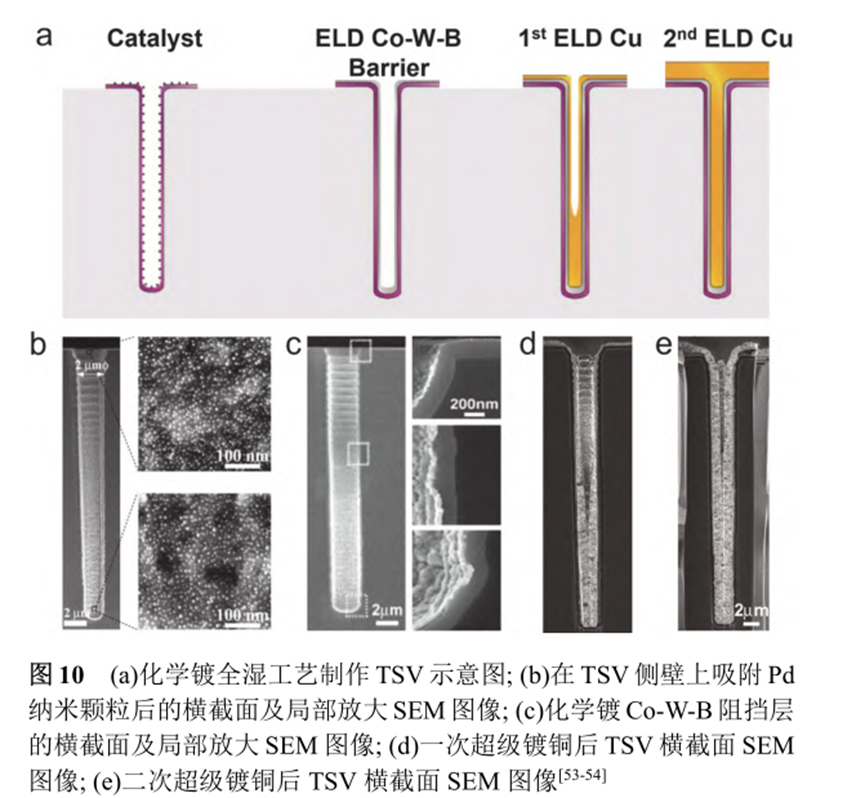
芯片内部空间“寸土寸金”, TSV 孔径面积如果过大势必会造成浪费, 因此随着人们对芯片要求的提高,TSV 所占用的面积不断缩小. 孔径面积的缩小意味着纵横比的提高, PVD 技术在面对较大纵横比的 TSV 时, 无法做到完整覆盖阻挡层或种子层, 最终造成金属填充失败[52]. 如图10a 所示, Inoue 等[53-54]提出了使用化学镀全湿工艺制作 TSV 的方法. 使用 APTES 在 TSV 内形成SAM, 用于吸附高密度的 Pd 纳米颗粒作为催化剂(图10b),化学镀 Co-W-B 阻挡层(图 10c). 当化学镀 Co-W-B阻挡层厚度小于 40 nm 时, 黏附强度与溅射制备的Co膜相当. 在该阻挡层上, 使用乙醛酸作为还原剂可以在无需催化剂的情况下通过置换反应激活化学镀铜. 此外, 通过在镀液中添加 PEG 及聚二硫二丙烷磺酸钠(SPS), 经过二次化学镀铜, 实现了高纵横比 TSV 的超级化学镀铜填充(图 10d、10e). 通过化学镀工艺制作的TSV, 过镀的铜层较少, 节约了后续 CMP 的时间及成本, 而且实现了阻挡层沉积与 TSV 填孔的全化学镀工艺, 不再需电沉积填孔步骤.
3.3RDL、凸点及键合
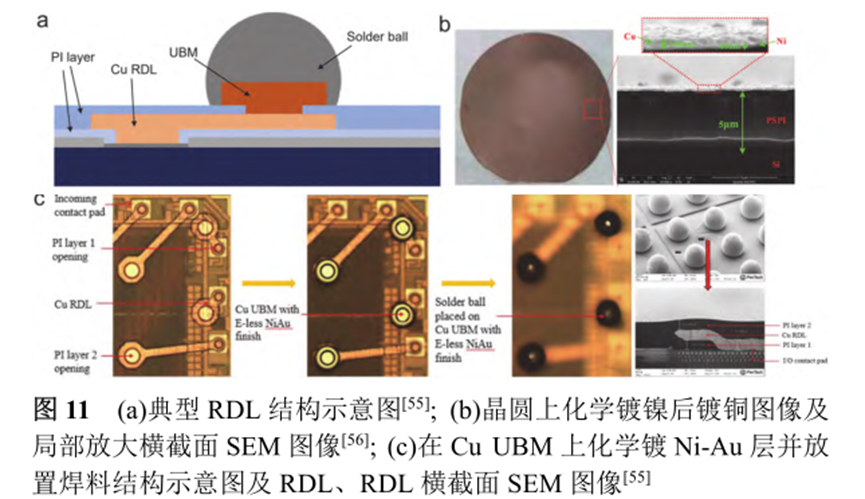
当输入/输出(I/O)焊盘太小或太密集而导致无法进行可靠的焊料连接时, 便需要 RDL 将 I/O 焊盘分布到其他位置, 降低基板与元件之间的应力, 提高可靠性. 典型的 RDL 如图 11a 所示, 制作时步骤如下: (1)在芯片表面已有的焊盘及钝化层上覆盖聚合物介电层, 并通过光刻技术去除焊盘上方的覆盖使其暴露; (2)覆盖一层 TiW或 Cu 种子层, 并用临时抗蚀剂创建“电镀模板”, 进行电镀沉积铜引线, 最后去除抗蚀剂和种子层; (3)继续覆盖介电层, 用于保护铜引线并通过光刻技术使其暴露在新焊盘位; (4)用临时抗蚀剂创建“电镀模板”或“蚀刻模板”, 通过电镀或溅射沉积来制作 UBM 层, 用于连接焊盘与凸点, 提供扩散阻挡性能; (5)通过电镀或放置焊球在 UBM 上制作凸点. 凸点间的连接通常采用热压键合. 步骤(1)至(4)均需要采用高成本光刻技术, 两次使用临时抗蚀剂, 两次覆盖介电层, 如果能够优化其中的步骤, 降低成本, 即可提高 RDL 技术的竞争力[55]. 使用氧等离子处理聚酰亚胺(PI)介电层可使其表面变得粗糙,增大后续金属层的黏附强度. 选用化学镀镍作为阻挡层, 并通过碱性溶液处理 PI 使酰亚胺环发生裂解反应来进一步增大对 Ni 层的粘附力. 在化学镀镍后, 进行化学镀铜制备种子层(图 11b). 相比溅射等工艺, 化学镀阻挡层与种子层对设备要求低、成本低, 且实现了全湿工艺[56], 芯片封装载板孔金属化及半加成工艺中铜种子层也是使用化学镀工艺制备. 臭氧处理具有可扩展性,适用于大面板的晶圆工艺, 对化学镀铜种子层进行处理后可以提升后续电镀的质量[57]. 用硝酸溶液对新的铜焊盘进行刻蚀处理, 可以使用次磷酸钠作为还原剂, 在酸性硫酸镍溶液中化学镀镍制作 UBM[44]. Yeoh 等[55]提出了如图 11c 所示的步骤, 在铜 UBM 上沉积 Pd 活化层进行化学镀镍, 然后通过置换反应在 Ni 表层覆盖 Au,以此来保护 Cu UBM, 并增加对焊料的润湿性和可焊性. 使用经过优化的无氰镀金浴, 能够化学镀 Au 凸点[58], 在进行凸点间键合时也可以使用化学镀工艺[7].
4 芯片互连化学镀阻挡层
4.1 芯片阻挡层作用及材料
目前, Cu 已成为使用最为广泛的芯片导电互连材料. 相比于上一代互连材料 Al, Cu 在 Si 或 SiO2 中迁移率高, 在加热条件下会向 Si 或 SiO2 基材中扩散, 影响它们的电性质, 因此不论是芯片内互连的沟槽、穿孔, 还是三维封装的 TSV、凸点, 都需要阻挡层来防止Cu 的扩散[50,59]. 阻挡层与 Cu 的反应程度应在一个合理的范围内, 以保证拥有优秀阻挡性能的同时, 还有良好的粘附性[60]. 传统的阻挡层材料通常是钛(Ti)、钽(Ta)、钨(W)等高熔点金属或其合金,并通过 PVD、CVD 等技术制备阻挡层. 近年来成本更低的化学镀 Co、Ni 等金属及其合金作为阻挡层得到了积极研究[61].
4.2 化学镀镍基阻挡层
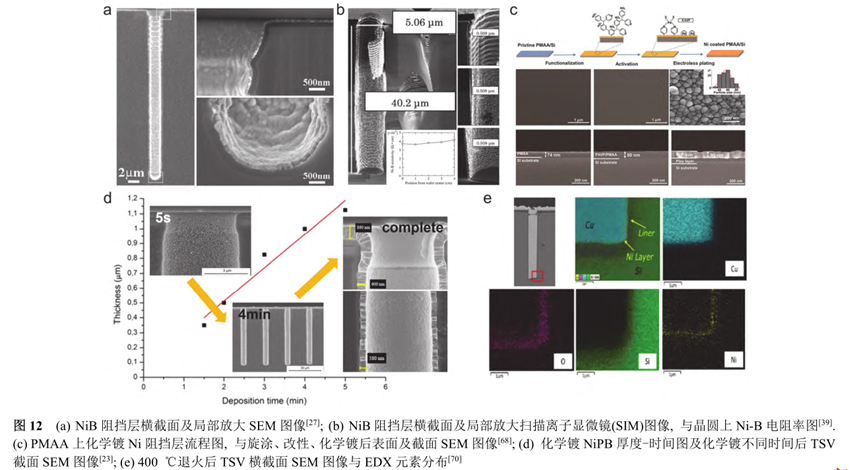
化学镀镍层拥有与基底的结合力较高、硬度大、耐磨性好等优点, 只需较为廉价的金属即可催化沉积的进行[62], 有利于成本的降低, 且因其较好的阻挡性能和较高的电导率, 成为芯片互连制程中阻挡层的重要候选材料, 得到了研究者们的广泛关注[63]. Shingubara 与其合作者[27,64-65]使用 SAM 吸附 AuNP 或 PdNP 作为催化剂,在 TSV 内化学镀 Ni-W-P、NiP 和 NiB 阻挡层. 他们制备的 NiB 阻挡层横截面 SEM 图像如图12a, 电阻率为410 μΩ•cm, 且能直接作为化学镀铜种子层的活化层,但阻挡性能一般, 在 300 ℃退火后便已出现 Cu 的扩散.Ikeda 等[39]通过气相沉积 APTES 形成 SAM. 气相沉积可以减少 APTES 分子聚集, 进而增加阻挡层的黏附强度.如图 12b 所示, 他们制得的 NiB 阻挡层黏附强度为 13.07N•cm2, 电阻率仅为 37~42 μΩ•cm, 低于传统 Ta 或 TaN阻挡层, 可在 400 ℃退火的条件下阻挡Cu 的扩散.Zhang 等[66]在 TSV 中使用了特殊的绝缘层, 无需SAM即可直接捕获 Pd 离子用于活化, 最终得到的化学镀NiB 阻挡层经过 500 ℃退火仍未观察到 Cu 的扩散.Xiong 等[67]提出了一种新型偏心旋涂技术, 可大大提高均匀性, 并采用该技术旋涂聚酰亚胺作为绝缘层. 在该绝缘层上化学镀镍作为阻挡层, 可在 400 ℃下提供阻挡性能. Hu 等[68]使用聚合物聚甲基丙烯酸膜(PMAA)作为绝缘层, 降低 TSV 的电容及残余应力. 如图 12c 所示,通过 4-乙烯基吡啶的改性, PMAA 能够吸附 Pd 离子用于催化化学镀 NiP 阻挡层. 对于 116 nm 厚的 NiP 阻挡层,四探针测定的方阻为 26 Ω•sq‒1, 黏附强度达到了 5B 等级, 已经可用于 TSV. Bernasconi 等[23]在化学镀液中同时使用 DMAB与次磷酸钠作为还原剂, 得到了 NiPB 阻挡层(图 12d), 方阻可低至 20 Ω•sq‒1. Cai 等[69]探究了化学镀Ni、Mo、P 三元合金的镀液配方, 最终得到的NiMoP 阻挡层可在400 ℃退火后正常发挥阻挡性能.Lee 等[70]制造并评估了化学镀镍作为阻挡层兼种子层用于高可靠且低成本 Cu TSV 的效果, 相比 PVD 沉积的阻挡层, 化学镀镍阻挡层具有更好的阻挡性能, 400 ℃下退火后在能量色散 X 射线光谱(EDX)分析中未观察到Cu的扩散(图 12e).
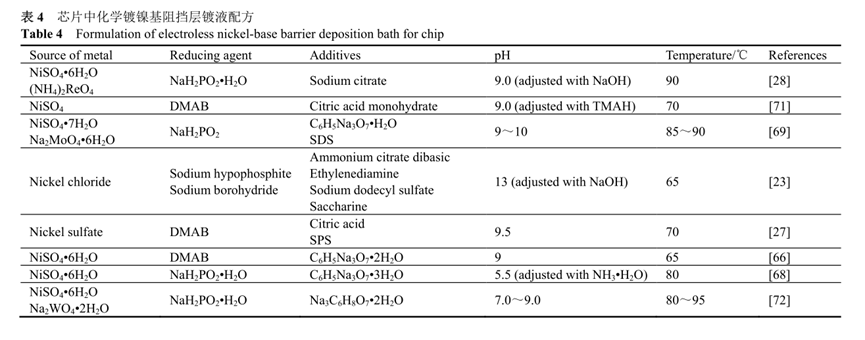
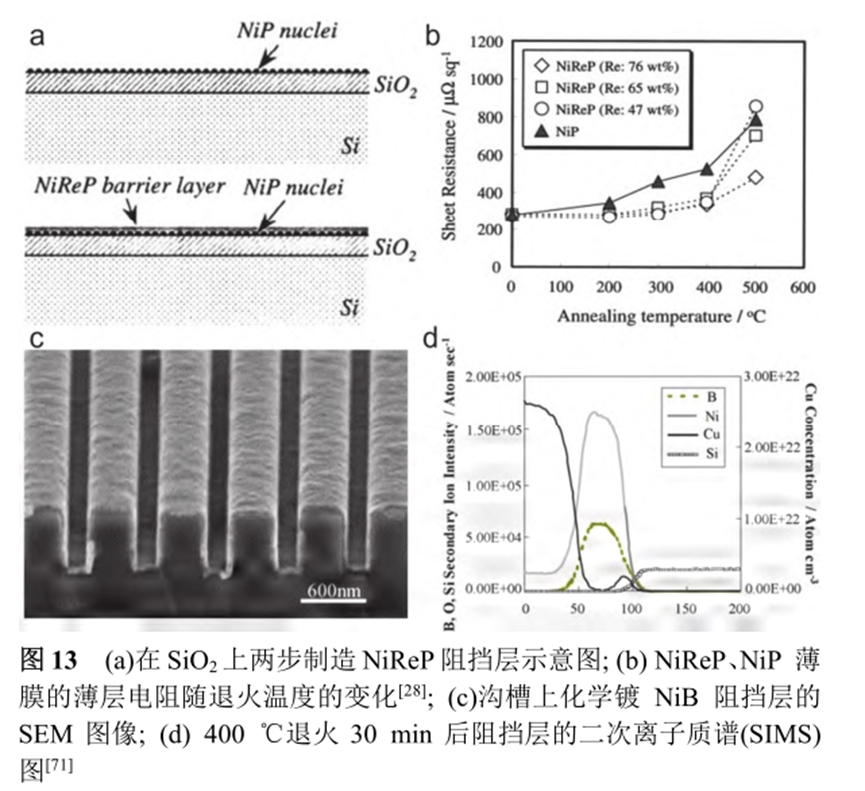
Osaka 与其合作者[28,71]为了能够在碱性条件下化学镀芯片内互连 NiReP 阻挡层, 先化学沉积了一层NiP 用于保护 SAM 免受碱性溶液的危害, 此后再沉积 NiReP阻挡层(图 13a). 在 400 ℃退火后, NiReP/Cu 界面区域仍然完好无损, 阻挡层电阻随退火温度变化如图 13b 所示. 因为钠与钾离子会影响到金属氧化物硅晶体管, 他们进一步探究了无碱金属的镀液, 使用氢氧化四甲基铵(TMAH)代替NaOH 或 KOH 作为 pH 调节剂. 通过 SAM吸附 Pd 离子进行活化, 在优化后的镀液中成功化学镀NiB 阻挡层. 与含钠离子的化学镀液相比, 使用无钠溶液沉积的 NiB 膜表面更光滑, 膜厚更均匀(图 13c). 经过剖面分析(图13d), 400 ℃退火后并未发现 Cu 的扩散.传统的化学镀 NiP UBM 阻挡层不足以长期保护底层金属化层免受熔融焊料的侵蚀, Chen 等[72]对镀液进行改良, 添加了钨酸钠作为钨源. 结果表明具有较高 W 含量的NiWP 阻挡层的使用寿命比普通 NiP 层长得多. 表 4列举了芯片中化学镀镍基阻挡层镀液配方.
4.3 化学镀钴基阻挡层
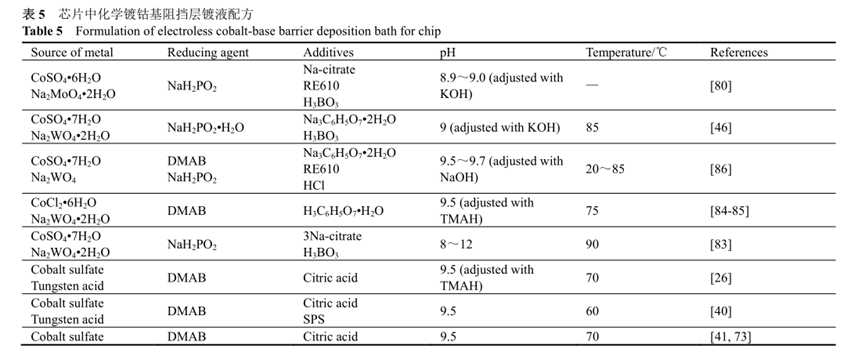
Shingubara 与其合作者[41,73]在 TSV 内化学镀制备了NiB 与CoB 阻挡层. 通过分析不同阻挡层上铜种子层退火后的电阻变化(图 14a), 他们认为 CoB 具有更优的热稳定性. 在 300 ℃退火后, CoB 黏附强度为 51.3 MPa.Inoue 等[26,40,53-54,74]使用 SAM 吸附纳米颗粒作为催化剂,镀液中添加钨酸作为钨源, 在 TSV 内化学镀制备了 Co的三元合金 CoWB 阻挡层. 表 5 列举了芯片中化学镀钴基阻挡层镀液配方. 如图 14b 所示, 在 300 ℃退火 30min 后未观察到Cu 的扩散. 通过控制退火温度, 60 nm厚的 CoWB 阻挡层黏附强度高达 70.2 MPa, 40 nm 厚的可超过 80 MPa. Arima 等[75]发现在镀液中添加 SPS 可使CoWB 在 TSV 内沉积得更加均匀. Iseri 与 Matsudaira等[76-77]在上述基础上进一步研究后认为 Co 的三元合金CoWB 具有比 CoB 更好的扩散阻挡性能(图 14c). 当化学镀 CoWB 阻挡层的 W 质量分数大于 15%时, 在350 ℃退火后仍可保证阻挡性能; 当W 质量分数大于20%, 400 ℃退火后阻挡层仍具有优异的抑制 Cu 扩散的效果. Tanaka 等[78]使用化学镀工艺在 TSV 内沉积了CoWB 阻挡层和Cu 种子层, 420 ℃退火后也未发生 Cu的扩散. 如图 14d, 他们对比了化学镀工艺与 PVD 工艺制备阻挡层与种子层, 化学镀 CoWB 的台阶覆盖率可达85%以上,优于 PVD 制备的 Ta 阻挡层与 Cu 种子层, 化学镀 CoWB 对化学镀铜种子层的粘附强度与 PVD-Ta 对化学镀铜相当, 在电镀填充铜之后也未观察到空隙或接缝. 经过粗略的成本计算, 他们认为通过对镀液进行合理的回收利用, 化学镀工艺的成本对比 PVD 可降低40%至 50%. Sandjaja 等[79]开发了一种基于荧光的 TSV内官能团可视化技术用于表征 SAM. 他们利用此技术使 Pd 催化剂在 TSV 内的高密度吸附,实现了化学镀均匀 CoReP 阻挡层(图 14e).

Shacham-Diamand 与其合作者[24,46,80]最初选择在 Co二元合金中添加钼形成化学镀 CoMoP 三元合金用于改善其作为芯片内互连阻挡层的性能, 可承受 350 ℃退火. 后续更换为 CoWP三元合金(图 15a), 在 500 ℃退火后未观察到 Cu 的扩散.两种 Co 合金在 200 ℃退火后均可降低电阻. 此外, 他们认为活化时使用不同的SAM可能会影响化学镀 CoWP 阻挡层的性质. 不同的 SAM对阻挡层成核、生长过程中形态演变有不同程度的影响,最终将导致孵化时间、覆盖率及电气性能的不同. 随着芯片制程的缩小, 对阻挡层厚度提出了更高的要求, 为了化学镀超薄 Co 阻挡层, Chen 等[81]在使用 SC-1 对基底表面进行处理后, 增加了等离子体处理的步骤, 使 Co离子可高密度地吸附在表面, 进而获得了 8 nm 的超薄CoP 阻挡层(图 15b), 能够在至少 550 ℃的温度下保持整个金属化层的完整性.
覆盖阻挡层对于芯片内互连也很重要, 用于防止下层的铜扩散至上层的介电材料中. 根据对活化的需求,化学镀覆盖阻挡层可分为两大类, 需要额外催化剂活化和无需额外催化剂活化. 需要额外催化剂的化学镀覆盖层流程如图 15c 所示, Decorps 等[82]使用酸性溶液去除65 nm 节点铜互连导线表面的氧化层, 并通过喷雾方式用 Pd 活化铜表面, 最后浸泡在镀液中得到 12 nm 厚CoWP 覆盖层(图 15d). Pd 催化剂可能会导致电阻的上升并成为器件杂质, 因此研究者们也在关注无额外催化剂化学镀覆盖层. 次磷酸钠作为还原剂时, 铜并不能催化Co离子的还原. Aal 等[83]将铁线或铝线浸入镀液发生置换反应, 用于启动化学镀. 使用 DMAB 作为还原剂, 可直接在铜的催化下还原 Co 离子. Itabashi 与其合作者[84-85]借助 DMAB 实现了在铜互连导线表面自对准化学镀 CoWB 覆盖层(图 15e). Almog 等[86]将次磷酸钠与DMAB 联用, 做到了自对准化学镀 CoWPB 四元合金覆盖层, 能够在 550 ℃下阻挡 Cu 的扩散, 且电阻仅为 1.8Ω•sq‒1.

根据扩散阻挡机理, 扩散阻挡层分为牺牲型、填充型、被动复合型和非晶型. Pan 与 Hsieh[87-88]使用敏化-活化法化学镀 CoWP 作为 UBM 阻挡层, 并用固态时效与液态时效老化探究它们在面对不同焊料时的扩散阻挡特性. α-CoWP 在作为 SnAgCu 焊料的阻挡层时, 会提供牺牲型、填充型和非晶型的阻挡机理; poly-CoWP 能提供牺牲型和填充型. 在面对 SnBi 焊料时, 无定形CoWP 能作为牺牲型及填充型阻挡层, 多晶 CoWP 表现为牺牲型.
5 芯片互连化学镀铜种子层
阻挡层电阻一般较大, 这对于芯片内及TSV 内传统电镀填充铜互连材料的工艺是不利的. 比如, 在使用大马士革工艺电镀填充铜时, 对于大尺寸的晶圆, 阻挡层过大的电阻会使电镀接触点(通常为边缘)到晶圆中心出现 IR 压降, 导致铜沉积不均匀, 因此必须在填充铜之前覆盖一层导电的铜种子层. 通常采用 PVD 或 CVD 的方式制备铜种子层, 但正如前述, 这两种工艺不仅成本高,而且可能出现“倒垂”现象, 导致后续电镀铜填充的失败[50].化学镀优秀的保形能力及低成本引起了研究人员的关注.
5.1 芯片化学镀铜镀液组成及作用
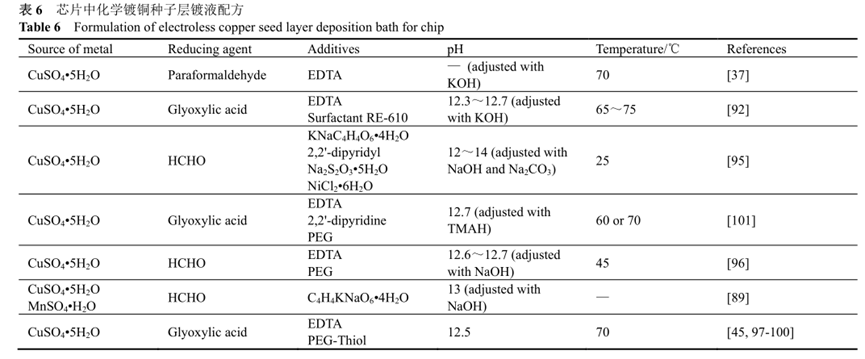
表 6 列举了常见的铜种子层镀液配方.镀液中通常使用硫酸铜作为铜源, 乙二胺四乙酸(EDTA)与酒石酸钾钠则被广泛地用作络合剂, 可防止铜离子在碱性条件下沉淀[37,89-90]. 除络合剂外, 研究者们还会加入一些添加剂改善镀铜质量[91]. 例如加入表面活性剂可以增加镀液的润湿能力, 有利于氢气的排出[92-93]; 5,5-二甲基乙内酰脲可避免镀液中产生铜与氧化亚铜的微小颗粒[94]; 硫代硫酸钠可增强镀液稳定性[95]; PEG 可以控制镀铜速率[96]; Inoue 等[45,97-100]在镀液中添加 PEG-硫醇体系使铜种子层在大纵横比的 TSV 内均匀沉积, 他们还发现 2,2'-联吡啶添加剂能够发挥稳定剂及光亮剂的作用, 可提升沉积的铜膜纯度, 降低粗糙度.
化学镀液大多使用甲醛作为还原剂, 但甲醛作为 1类致癌物, 对人们的身体健康有重大威胁, 为此研究者们开发了其他一些还原剂作为替代品. 在铜种子层镀液中, 乙醛酸得到了广泛研究. 早在1999 年, Shacham‐Diamand 等[92]就将乙醛酸用于化学镀芯片内互连铜种子层. 但当时的工艺并不成熟, Shacham‐Diamand 认为此方案只适用于修补 PVD 沉积的铜种子层. 2003 年Wang等[101]配制的乙醛酸镀液便已可以在 TaN 或 WN阻挡层上沉积铜种子层. Inoue 等[97,99]以乙醛酸为还原剂继续研究镀液配方, 探究了 EDTA、2,2'-联吡啶等添加剂的作用. 化学镀铜液需要在碱性下工作, 由于碱金属离子对芯片器件不友好, 研究者们也开发了 TMAH 作为NaOH、KOH 等 pH 调节剂的替代品[101].
5.2 化学镀芯片内铜种子层
化学镀铜种子层既可选用活化工艺, 也可以通过置换法引发化学镀. Wang 等[101]用湿法刻蚀去除了 TaN 或WN 阻挡层表面的氧化物, 在乙醛酸为还原剂的镀液中,TaN 或 WN 的氧化还原电位低于Cu 的氧化还原电位,因此可置换出铜, 从而驱动无需活化的化学镀铜种子层. 退火后镀层黏附强度可达 0.11 kgf/cm, 足以支持CMP. 但应用更为广泛的还是活化镀铜的制备方式. Lee等[37]使用敏化-活化法制备了铜种子层.经过对比, 化学镀方式制备的铜种子层无论是侧壁还是底部台阶的覆盖率都要优于 PVD 制备的铜种子层(图 16a). Lim等[102]利用 Pd 存在时 DMAB 的氧化电流, 引入了一种电化学监测方法, 用于表征敏化-活化后阻挡层表面吸附的Pd 纳米颗粒数量与面积(图 16b), 并以此优化催化过程.
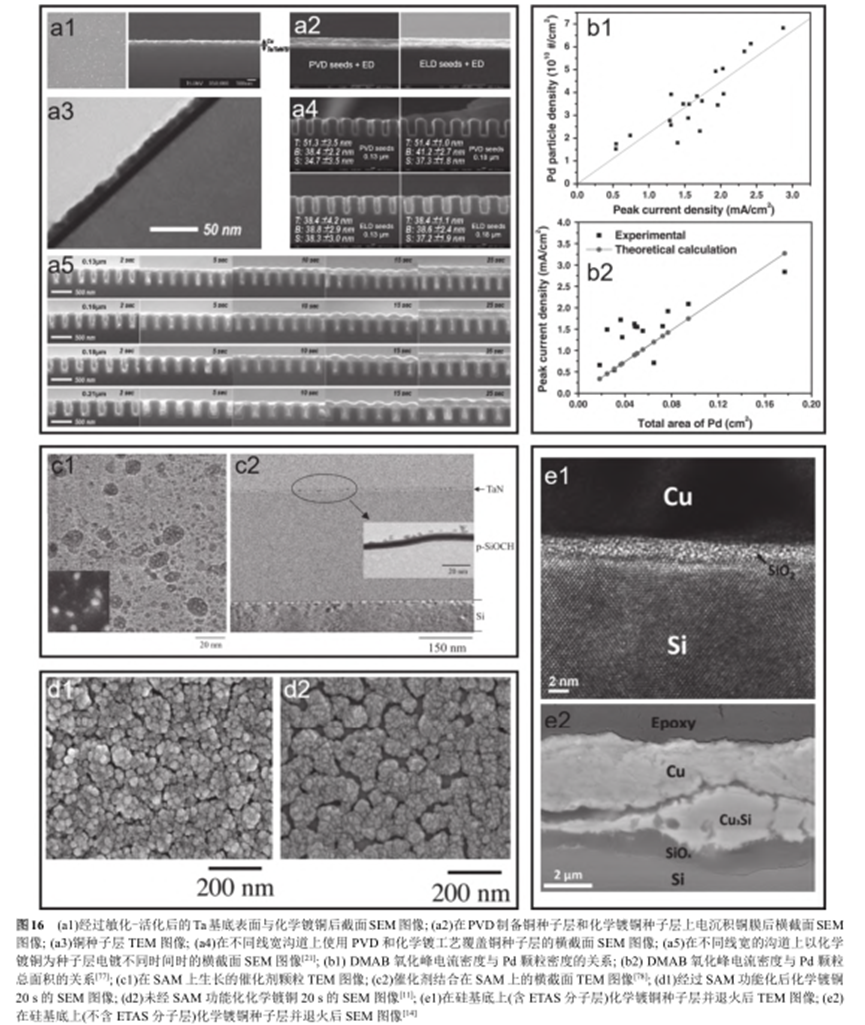
除敏化-活化法, 使用 SAM 捕获催化剂离子并活化也是常见手段. Chen 与其合作者[22,103]经过对比发现, 在Ta、TaN 阻挡层上使用 OTS-SAM 吸附 Ni 离子、Pd 离子并 还 原 得 到 的 纳 米 颗 粒 尺 寸 要 远 小 于 直 接 通 过Ta-OH 基团吸附并还原的(图 16c), 且吸附密度提高了至少一个数量级, 能够沉积更好的镀层(图 16d). Wu等[25]使用 ETAS 在 SiO2/Si 衬底上制备 SAM, 用于吸附Pd 纳米颗粒活化基底. 退火后, ETAS 分子层表现出了很强的束缚能力, 黏附强度可达 5.6 MPa. 此外,通过对比有无 SAM 的镀铜后横截面图像(图 16e), 发现 ETAS分子层很可能发挥着阻挡层的作用. Yu 等[89,104]使用 Ru层作为活化层, 化学镀 Cu-Mn 种子层, Mn 会以氧化物或氢氧化物的形式沉积. 经过退火, Mn 会在 Cu-基底界面处偏析, 从而形成阻挡层. 他们还利用在 Cu与 Ru 上欠电位沉积铅的起始电位差异, 获得了 Cu 种子层在 Ru上的覆盖数据, 研究了 Cu 种子层的生长模式.
5.3 化学镀 TSV 铜种子层
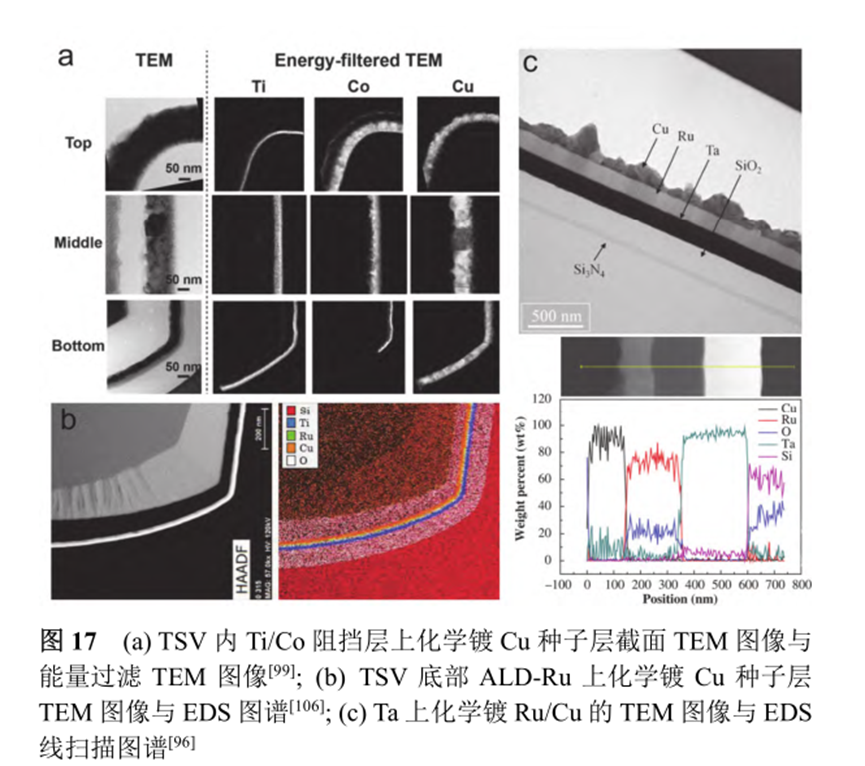
在 Ta/TaN 和 Ti/TiN 阻挡层上沉积金属铜较为困难,而 Ru、W、Co 等金属虽然对于沉积工艺较为友好, 但它们 的 阻 挡 效 率 可 能 不 如 Ta/TaN 和 Ti/TiN. Inoue等[45,97-99,105-106]认为, 使用原子层沉积或化学气相沉积将 Ru、W、Co 等金属沉积至 Ta/TaN、Ti/TiN 等良好的阻挡层上, 则可以结合两者的优势. 他们使用ALD 在TiN 阻挡层上分别沉积了 Ru、W 层, 使用 CVD 在 TiN阻挡层上沉积了 Co 层, 并实现了在 TSV 阻挡层上无催化剂化学镀铜种子层, 但它们的原理并不相同. W 会与镀液中的铜离子发生置换反应, 使 Cu 在 W 层表面析出,自催化化学镀. 但是该方式化学镀的铜种子层与 W 层黏附强度很低, 这可能是因为置换反应发生时还会生成W 的氧化物种, 残留在 Cu 与 W 的界面处, 导致黏附强度的下降. Co 同样会与铜离子发生置换反应从而使化学镀铜进行, 但置换反应对 Co 层的腐蚀对于制作工艺是不利的. 在化学镀初期, 置换反应与沉积反应是竞争关系, 可以通过调整镀液中 EDTA 与铜离子的浓度使化学镀铜种子层的过程中 Co 的置换反应达到最少, 使用该方案化学镀铜种子层的 TEM 图像如图 17a 所示. 而 Ru层对化学镀铜种子层起的是催化作用, 没有氧化物种的生成, 所以黏附强度较高. 使用乙醛酸作为镀液的还原剂可以缩短化学镀铜时 Cu 核在 Ru 层表面生成的时间,2,2'-联吡啶的加入可以获得更光滑、纯度更高的铜种子层. 该技术可在 3 μm×50 μm 的 TSV 内化学镀铜种子层(图 17b), 并应用于 30 mm 的晶圆上. 无独有偶, Seo等[96]同样使用 Ru 层作为催化层化学镀铜种子层. 但不同的是, 他们在 Ta 阻挡层上使用化学镀的方式沉积 Ru层, 相比于 ALD 方法设备成本更低, 实现了沉积 Ru 层到电镀铜填充TSV 的全湿工艺(图 17c). Ho 等[107]为嵌入式晶圆级封装开发了模内通孔互连, 使用化学镀方式沉积铜种子层.
Inoue 等[100]在镀液中添加 PEG-硫醇添加剂, 在纵横比高达10 的 TSV 中成功制备了共形的铜种子层.Zhang 等[108]在化学镀铜种子层前引入 Cu 溅射, 增强了种子层的连续性. Xiao 等[109]提出脉冲超声辅助化学镀方法, 成功在 580 μm 深的 TSV 中沉积了连续且致密的铜种子层.
5.4 芯片封装载板化学镀种子层
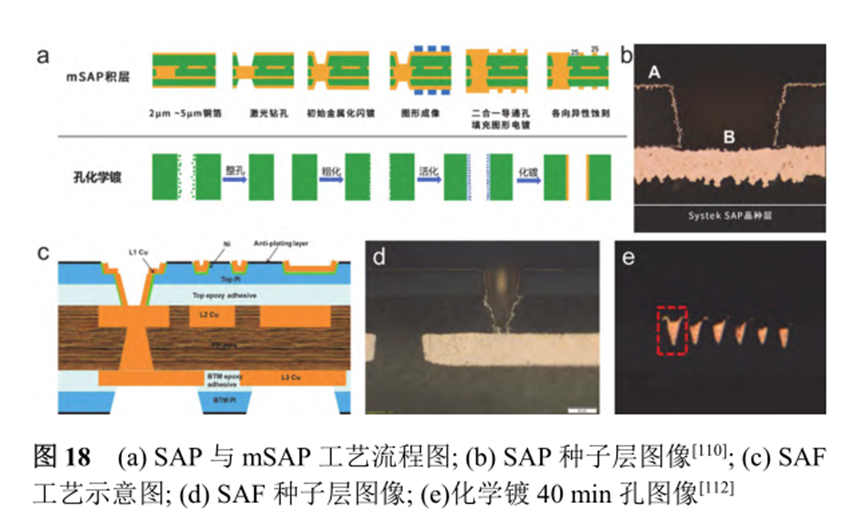
在目前的大规模生产制造中, 芯片封装载板和印制电路板(PCB)的孔金属化种子层主要是通过化学镀铜来实现. 芯片封装载板通常使用半加成工艺(SAP)或改良半加成工艺(mSAP)制造(图 18a). 在钻孔之后, 需要使用化学镀铜技术在积层裸材表面覆盖一层铜种子层(图18b), 以便后续的电镀填充图形[110].芯片封装载板的化学镀工艺已较为成熟, 商业上通常选用化学镀含镍的铜膜来提高沉积速率和黏附强度. 但是含镍的铜膜不容易被刻蚀, 这可能影响精细图案的设计制造. Hakiri 等[111]使用新开发的不含镍镀液镀铜, 获得了优异的黏附强度和保形能力. Chao 等[112]开发了一种选择性全加成工艺(SFA)用于替代 SAP. 如图 18c 所示, SFA采用了抗镀层以实现选择性化学镀, 在化学镀铜时间达到 40 min 时可填上 3 μm 线宽的沟槽(图 18d、18e). 与 SAP 相比, SFA可以摒弃 CMP等步骤, 其更少的流程步骤显著降低了总体成本. Beyer 等[113]开发了胶体铜活化剂取代钯基活化剂, 可降低 SAP 工艺中化学镀成本. 后续的测试结果也表明其覆盖率、沉积速率、黏附强度和电气可靠性性能与钯基活化剂相当.
6 芯片互连化学镀孔填充
双大马士革工艺以及 TSV 填充工艺中,由于阻挡层电阻较大, 想要进行电镀填充 Cu 必须要有种子层的存在. 而化学镀能够在不导电基材上镀铜的特性可以减少工序、降低成本, 化学镀直接进行孔填充实现互连的研究得到关注.
6.1 超填孔互连化学镀添加剂及机理
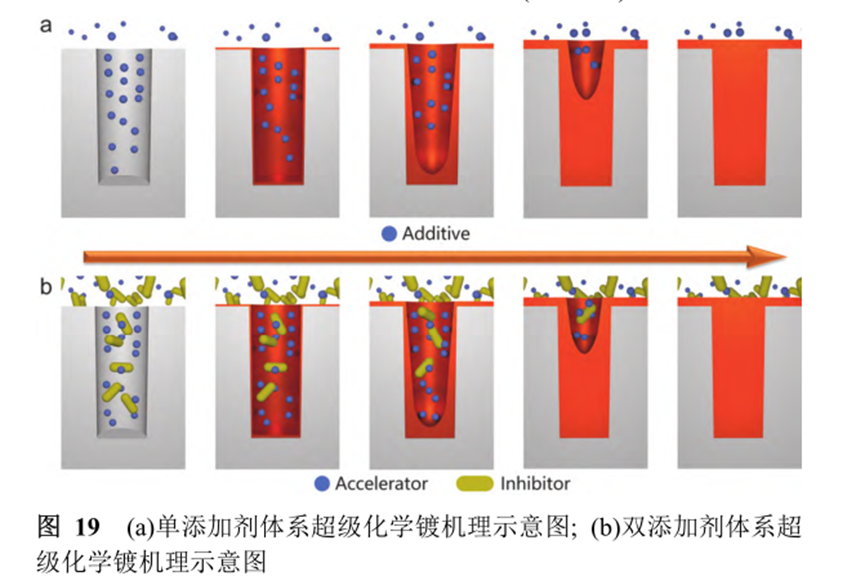
在传统的电镀填孔中, 由于孔口位置铜离子浓度高, 想要对沟槽、过孔和 TSV 进行自下而上的超级填充,添加剂必不可少[114]. 超级化学镀孔填充与电镀孔填充相似, 同样需要添加剂的辅助, 添加剂体系可分为单添加剂体系与双添加剂体系[115]. 常见的添加剂体系有SPS、PEG、巯基烷基羧酸(MACA)、三嵌段共聚物、3-N,N-二甲氨基二硫代氨基甲酰基-1-丙磺酸(DPS)和 2-巯基-5-苯并咪唑磺酸(MBIS)等. 2004 年, Shingubara 与其合作者[116-117]使用 SPS 单添加剂首次实现了超级化学镀孔填充, 并探究其中机理. 如图 19a 所示, 他们认为SPS 吸附在沉积的铜膜表面时降低了 Cu 自催化沉积的活性面积, 从而降低 Cu 的沉积速率. 在 Cu 沉积过程中,SPS 会被消耗(结合到铜膜内), 沟槽及过孔顶部的 SPS会及时补充,继续抑制沉积速率, 而中部及底部由于扩散的影响, 消耗掉的 SPS 无法被及时补充, 形成了浓度梯度, 因此沉积速率也形成梯度, 从而实现了自下而上的化学镀铜沉积. 杨等[118-119]探究了不同浓度、不同分子量 PEG 以及相同分子量 PEG、聚丙二醇和三嵌段共聚物 EPE 对超级化学镀的影响. 结果表明PEG 浓度与分子量越大, 对化学镀铜沉积速率的抑制越明显, 在相同分子量的情况下则是 EPE 对化学镀铜的抑制作用最强.此外, MACA[120] 、三 嵌 段 共 聚 物 EPE-8000[121] 和PEP-3100[122]均使用抑制机理实现了超级化学镀孔填充.Lee 等[123]使用石英晶体微天平、混合电位分析等方法也对 SPS 添加剂的机理进行了探究, 认为 SPS 并不是一直表现出抑制作用, 在低浓度时 SPS 起到了加速沉积的效果. 此外, DPS[124]与MBIS[125]也具有低浓度时加速沉积、高浓度时抑制沉积的特性, 均可用于超级化学镀填孔.
双添加剂体系通常包含加速剂与抑制剂. 研究者们开发的抑制剂-加速剂体系有: 聚乙二醇与 8-羟基-7-碘-5-喹啉磺酸(PEG-HIQSA)体系[126]、聚乙二醇与聚二硫二丙烷磺酸钠(PEG-SPS)体系[127-128]、聚醚与 2-巯基苯并噻唑(PE-3650-2-MBT)体系[129]和三嵌段共聚物与健那绿B(PEP-3100-JGB 和 RPE-2520-JGB)体系[130-131]. 双添加剂体系通常有三个特性: 一是加速剂的分子一般较小,扩散速度快; 抑制剂的分子量一般比加速剂大, 扩散速度慢. 二是仅加速剂存在时沉积速率会被加快; 仅抑制剂存在时沉积速率会被减慢. 三是加速剂与抑制剂同时存在时, 沉积速率会被更强烈地抑制. 综上所述,双添加剂体系实现超级化学镀孔填充的机理为: 抑制剂扩散速度慢,在需要填充的孔内会形成浓度梯度, 顶部浓度高, 底部浓度低. 加速剂因为分子量较小, 可视为不存在浓度梯度. 在底部加速剂能够加快沉积速率, 而中部与顶部由于抑制剂浓度的增大, 沉积逐渐被抑制, 从而实现了自下而上的超级化学镀填孔(图 19b).
6.2 芯片内互连化学镀填孔
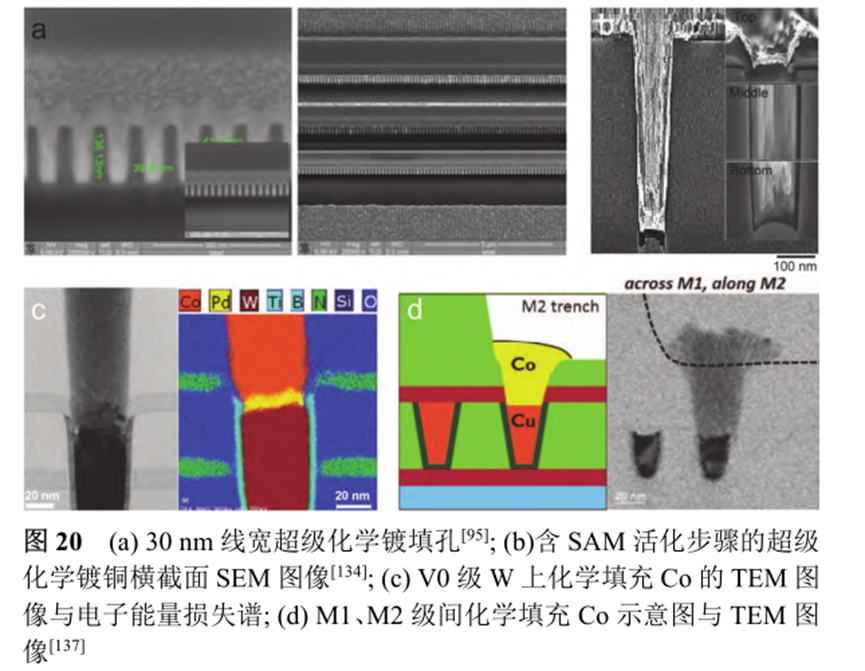
早些年, 研究者们对于超级化学镀填孔的研究重点在于添加剂. Shingubara 与其合作者[42,116-117]开发了 SPS与 PEG-SPS 体系在超级化学镀填孔中的应用; Hasegawa等[126]使用HIQSA 替代 SPS; Wang 与其合作者[121-122,129]开发了三嵌段共聚物作为抑制剂; Lee 等[124-125,132]开发了 MBIS、DPS 等添加剂, 并使用 2,2'-联吡啶提高沉积的铜质量, 避免退火后产生空隙; Wang 等[130-131]则更加关注以 JGB 为加速剂的体系, 开发三嵌段共聚物作为抑制剂. Lee 等探究了镀液中添加剂和镀铜条件的影响,在优化后实现了 30 nm 线宽沟槽的填孔(图20a). 后续研究者们的关注点转向了工艺优化及超级化学镀填充 Co的可能性. Lim 等[43]采用声化学法, 利用超声将 Pd 纳米颗粒均匀地还原在 Ta 阻挡层上, 并实现了沟槽内的超级化学镀铜填孔. 随着工艺制程(线宽)的缩小, 芯片内铜互连线的电阻上升, 将会对芯片性能造成影响. Chen等[30,133-134]认为应该缩小阻挡层厚度, 为最大限度增加铜线宽留出空间. 他们给出的解决方案是用于捕获金属离子的 SAM 兼作阻挡层. 经过实验, 他们发现脂肪族NH2-SAM、APTMS-SAM 和MPTMS-SAM 都可以发挥阻挡层的作用, 且成功利用它们捕获金属离子并还原,催化超级化学镀填孔(图 20b). 这将简化工艺, 降低填充Cu 的电阻. 研究者们提出的另一种解决方案为使用 Co代替 Cu 作为互连线材料[135],因为在线宽很小时, 不需阻挡层的 Co 互连线比需阻挡层的 Cu 互连线总电阻更低[136]. Veen 等[137]提出并实现了 BEOL 中过孔的 Co 超级化学镀填充. 在 W 基底上使用 Pd 催化化学镀钴; 在填充 Cu 的沟槽上可以无需催化剂直接化学镀钴(图20c、20d). 无独有偶, Yu 等[138]在 28 nm 技术节点实现了超级化学镀钴填充 BEOL 过孔, 且电迁移失效分析表明其寿命要长于 Cu.
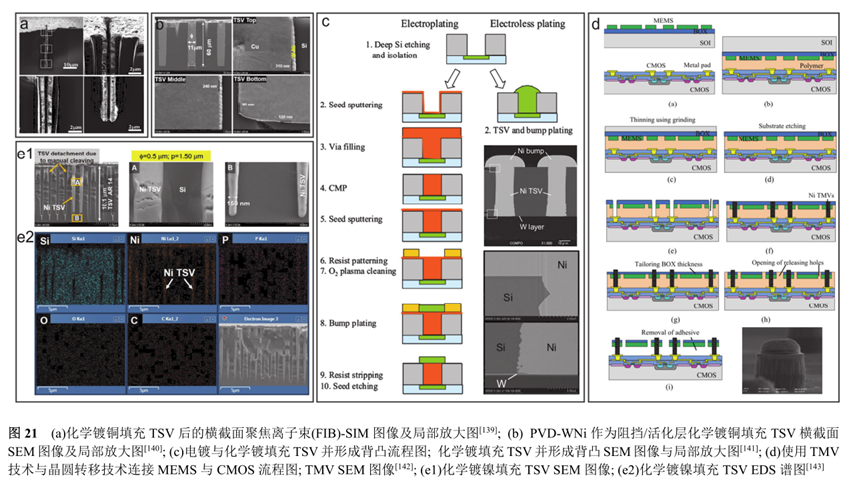
在面对孔径与深度都远大于芯片内互连的三维封装 TSV 时, 化学镀填充 TSV 更为困难, 但随着 3D 封装互连线宽的不断变小, 化学镀填充 TSV 也变得更具可行性. Inoue 等[53,139]在覆盖有 W 层的TSV 内, 使用含SPS 与氯离子的镀液成功地在开口为 2 μm×8 μm、纵横比为 18.5 的 TSV 内完成了保形化学镀铜. 但如图 21a所示, 初始填充的 Cu 并没有完全闭合, TSV 中心仍有一条空隙存在. 后续经过二次镀铜, 成功地填充了该TSV.Mariappan 等[140]使用 PVD 在孔径为 11 μm、纵横比为5.5 的 TSV 内沉积 WNi 阻挡层/活化层, 并成功地使用化学镀铜填充了 TSV(图 21b). 化学镀填充 TSV 研究得更多的是 Ni 填充, 因为 Ni 不需要额外的扩散阻挡层.Kawano 等[141]开发了能够在以 W 层为底的 TSV 内化学镀填充Ni 并形成背凸的工艺, 在 W 上使用 Pd 催化化学镀镍, 形成背凸后进行化学镀钯浸金. 该化学镀工艺将电镀需要的 10 道工序缩减至 2 道(图 21c), 并使用该工艺制 造 了 堆 叠 式 动 态 随 机 存 取 存 储 器 (DRAM). Du等[142]发现, 在镀液中当活性金属与金焊盘接近而不是直接接触时也会发生化学镀镍, 称为非接触感应化学镀镍. 他们将此技术与晶圆转移技术相结合, 根据图 21d流程, 制造了微机电系统通孔(TMV), 用于连接 CMOS与微机电系统. Murugesan 等[143]在12 英寸晶圆上制造了孔径为 500 nm、纵横比 20 的 TSV, 并使用改进过的化学镀镍工艺进行了填充(图 21e). 该工艺与 CMOS BEOL相兼容, 可用于未来制造小孔径 TSV 3D 互连.
6.3RDL 和凸点键合化学镀填孔
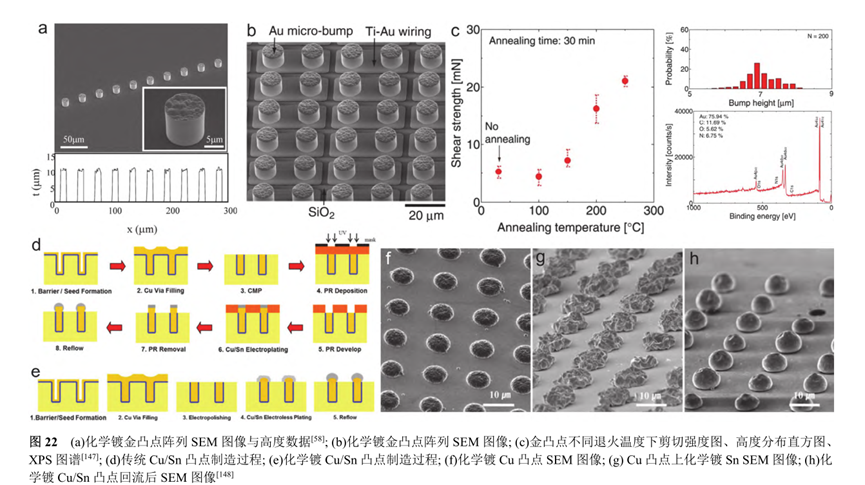
芯片封装中凸点通常使用电沉积方式制造. 但由于电流密度分布不均匀, 难以制造小间距的均匀凸点. 此外, 为电沉积提供电流的引线也有可能干扰高速信号的传输. 因此, 化学镀制造凸点也得到了广泛关注. Kim等[144-145]探究了化学镀镍形成凸点镀镍浴参数的影响,包括稳定剂浓度、温度、pH 值和焊盘尺寸等, 并提出了其最佳工艺条件. 化学镀金体系通常含有氰化物[146],对环境不友好, Yokoshima 等[58]开发了一种无氰镀金浴,克服了传统化学镀金沉积速率低、凸点高度无法超过 5μm 的缺点, 成功地在 Cu 线上制造了高度与直径均为 10μm、间距为 20 μm 的 Au 微凸点阵列(图 22a). Watanabe等[147]在上述工作的基础上, 继续对金凸点进行高度测量、剪切测试、X 射线光电子能谱分析, 并在键合后进行 SIM 观察、剪切测试和四端测量等(图 22b、22c). 最终结果表明金凸点具有良好的机械性能和电学性能. 化学镀的必要条件是有活性的活化物种, Koo 等[148]利用该特性实现了在填充 Cu 的 TSV 上自对准化学镀 Cu/Sn 凸点, 并使用 2,2'-联吡啶增强铜的选择性沉积. 相比于电镀制造, 化学镀工艺有效地降低了总过程成本和时间(图 22d~22h).
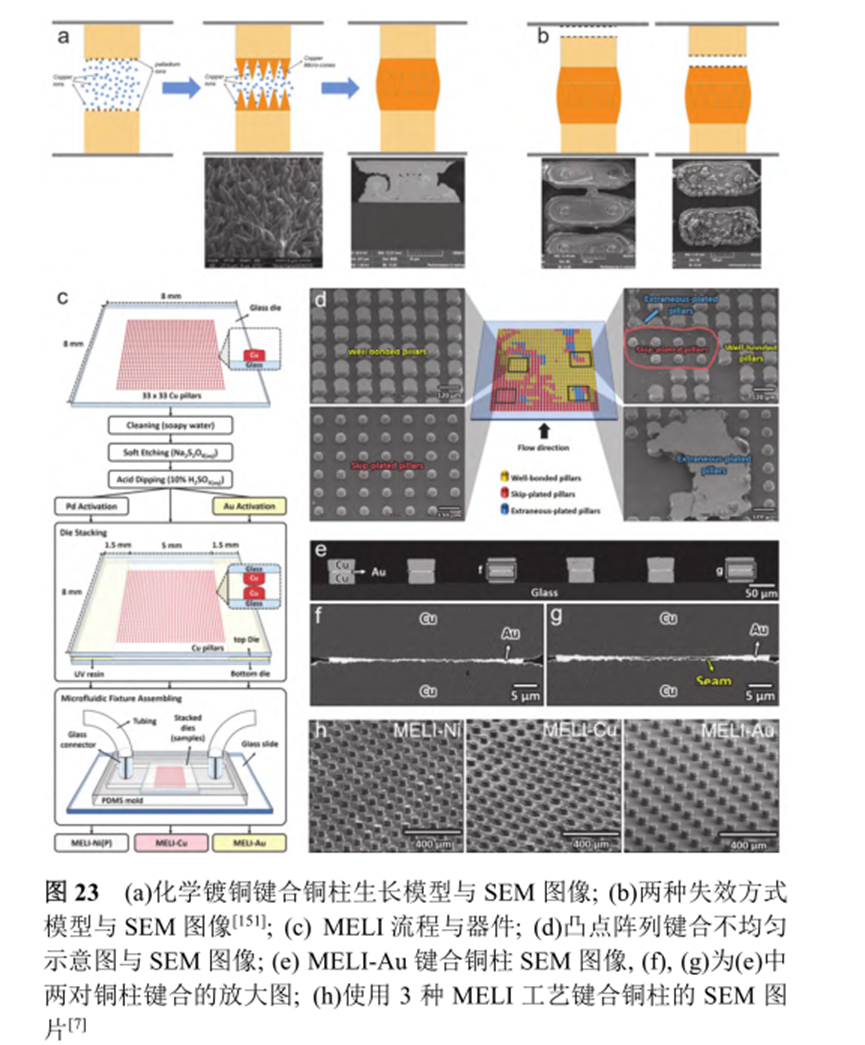
在芯片制程不断进步的今天, 基于传统焊料的凸点互连可能面临电气连接、热稳定性和机械可靠性问题,包括抗电迁移能力差或形成脆性金属间化合物. 与传统焊接技术相比, 铜柱凸点能够提供更高的 I/O 密度以及更低的热阻、电阻和出色的电迁移电阻[149]. 目前使用最为广泛的铜柱键合技术是热压, 然而其高温高压的条件可能会对芯片产生不良影响. 因此, 研究者们探究了条件温和的化学镀工艺在铜柱凸点键合上的应用. Koo等[150]使用 SPS 作为添加剂, 在两个铜柱凸点间形成的缝隙内实现了超级化学镀填孔, 成功地将铜柱凸点相连. Chen 等[151]通过使用一种结晶改进剂, 使铜层的生长达到高度各向异性, 形成尖锐而快速生长的微锥, 沉积速率可达 15 μm•h‒1. 如图 23a 所示, 两个铜柱凸点之间相向生长的微锥最终将会闭合, 使凸点相连. 失效分析表明, 微锥闭合处黏附强度优秀, 失效主要发生在凸点与基底之间的断裂以及化学镀铜连接层与凸点之间的断裂(图 23b). Kao 与其合作者[7,152-154]开发了微流控化学镀互连工艺(MELI). MELI 工艺流程与器件如图 23c所示, 对芯片上的铜柱凸点进行清洗、刻蚀、活化(可选)之后, 将两个芯片对齐, 使用 UV 树脂使它们能够堆叠放置. 随后,将堆叠的芯片放置在由聚二甲基硅氧烷(PDMS)和玻璃板组成的微流控夹具中, 两根玻璃管分别作为微流控通道的入口和出口连接到 PDMS 夹具上.借助 MELI, 可以通过化学镀镍、化学镀铜和化学镀金来键合铜柱凸点. 在使用化学镀镍与化学镀铜键合时,可能产生凸点阵列键合不均匀的现象(图 23d), 其原因有二: 一是原子氢的流动. 原子氢是镀镍与镀铜时还原反应产生的中间体, MELI 施加的镀液流动可能会将原子氢从 Ni 或 Cu 表面带走, 导致微流道入口处的凸点跳镀, 出口处凸点过镀. 二是氢气泡的产生.化学镀过程中产生的氢气泡可能困在需要连接的凸点间, 阻挡化学镀的进行, 导致铜柱凸点无法键合. 为了解决键合不均匀的问题, Hung 等[7]采用定期停止流动和定期逆流的方式, 称为间歇振荡流. 在使用该方式后, 虽然化学镀镍仍会出现部分过镀柱, 但化学镀铜已经能均匀键合了.间歇振荡流除可以让化学镀铜与化学镀金的方式均匀键合外(图 23e~23g), 还可以大幅缩短工艺时间. 图23h 展示了使用 3 种 MELI 工艺键合铜柱的 SEM 图片.Zhang等[155]对 MELI 工艺进行建模计算与实际实验验证. 结果表明该技术的主要局限是微通道中传质不足,他们通过探究流速与逆流对传质的影响, 调节参数显著增强了化学镀键合的均匀性.
7 总结与展望
在芯片工艺制程不断缩小的今天, 不仅仅是芯片内互连线, 包括 TSV、UBM、凸点等的制造工艺面临着挑战. 互连线与 TSV 尺寸的缩小使得传统的 PVD、CVD工艺制备阻挡层、种子层时容易形成“倒垂”现象, 化学镀因其优秀的均镀保形能力恰好满足了芯片内互连与 3D 封装 TSV 中阻挡层、种子层均匀沉积的需求, 被研究人员寄予厚望. 此外, 化学镀因其工艺简单、设备成本低和条件温和等优点, 还被研究用于填充芯片互连线、填充 TSV、UBM、凸点及键合等. 例如, 传统电沉积方式在制造小尺寸凸点时, 可能会由于电流密度不均匀导致凸点阵列不均匀; 传统热压键合铜柱凸点的方式可能会破坏芯片. 使用化学镀工艺替代将会大幅降低成本, 并解决上述问题. 但目前化学镀仍存在一些问题,例如传统化学镀预处理工艺复杂; 较慢的沉积速率在制造凸点、填充 TSV 时耗时较长, 在 TSV 粗孔时甚至可能出现不能完全填充的情况; 传统化学镀铜液中使用甲醛造成的污染等. 目前对于芯片化学镀预处理工艺常用接枝活化, 不再需要粗化、敏化等工序, 复杂度已大幅降低. 更重要的是, 选用化学镀工艺所导致的整体工序简化将带来更高的收益. 例如 SAM 将有可能发挥阻挡层的作用从而不再需要沉积阻挡层, 化学镀技术填充互连线或 TSV 将不再需要种子层, 且与电镀相比过镀现象不易发生从而减少后续 CMP 的时间与成本. 化学镀镀速慢的缺点也被逐渐解决, 已有部分研究者对镀液进行改进以提升沉积速率, 如高速镀铜浴[156]、高速镀镍浴以及上文中提到的高速镀金浴等[58]. 虽然部分研究并非针对芯片化学镀, 但其镀液添加剂与体系均可活用于芯片化学镀中. 此外, 随着新一代芯片工艺制程的线宽不断缩小, TSV 孔径与深度、凸点尺寸都会相对应缩小以适应需求, 使得对于化学镀的镀速不需很高. 而关于镀液中甲醛的污染, 也已有乙醛酸、次磷酸盐作为替代[157], 污染问题将被解决. 因此虽然目前介绍的多数研究成果尚停留在实验室阶段, 还没有在工业生产中普遍应用, 但随着技术的不断进步, 且近年来随着芯片工艺制程节点线宽进一步不断缩小至 3 nm 及以下, 对于芯片内及封装导电互连也提出更小孔径金属化的要求,如 TSV 孔径与深度、凸点尺寸都需对应缩小以适应更小制程节点, 化学镀因其独特的优势很有希望在未来更低线宽芯片制造中得到广泛的使用.
参考文献