



作为封装基板,玻璃的优势非常明显。它非常平坦,热膨胀比有机基板更低,从而简化了光刻工艺。
这仅仅是个开始。多芯片封装日益严重的翘曲问题已得到显著改善。芯片可以混合键合到玻璃上的重分布层焊盘上。而且,相对于有机芯基板,玻璃基板为高频高速器件提供了极低的传输损耗。
更糟糕的是,硅中介层和有机芯基板也正在失去发展动力。玻璃比硅中介层便宜得多,而且翘曲度降低了50%,位置精度提高了35%。这使得它更容易实现线宽和间距小于2微米的重分布层(RDL),而有机芯基板则难以实现这一点。此外,玻璃在通信波长下的透明度使得波导能够嵌入堆叠玻璃结构中,用于6G应用。超薄(小于100微米)玻璃很容易制成700 x 700毫米的大尺寸。
玻璃(通常是硼硅酸盐玻璃或石英玻璃)的用途也十分灵活。它可以用作载体、嵌入元件的核心基板、3D堆叠材料,或用于传感器和MEMS的密封腔体。玻璃比有机物具有更好的导电性,因此能够更有效地将热量从有源器件中传导出去。其热膨胀系数 (CTE) 可在 3 至 10 ppm/°C 之间调整,使其与低端硅或高端 PCB 更加兼容。
玻璃在高频应用中也表现出色。由于其介电常数远低于硅(2.8 vs. 12),且正切损耗较低,传输损耗比硅低几个数量级,从而大大提高了信号完整性。
多年来,玻璃作为下一代封装基板材料,因其诸多优势而备受业界关注。其关键特性之一是能够实现高互连密度和低于 2µm 的 RDL 布线。“随着过去两年人工智能计算的蓬勃发展,降低布线密度以提高 SiP 内部通信速度的需求已成为 IC 封装研发的焦点,”Disco Hi-Tec America 技术经理 Frank Wei 表示。
然而,并非一切都完美无缺。玻璃切割(单片化)很难避免微裂纹,而重复制造数千个细间距玻璃通孔 (TGV) 的挑战也阻碍了玻璃充分发挥其潜力。英特尔在过去十年中对玻璃基板进行了巨额投资,并于本月初确认仍在推进玻璃项目。尽管存在制造障碍,但高性能计算/人工智能芯片质量提升的前景正在推动其快速发展,正如2025年电子元件与技术大会 (ECTC) 和其他近期会议所证实的那样,研究人员在以下领域取得了进展:
-
堆叠玻璃,数据速率 >100 GHz;
-
通过激光改性和HF蚀刻进行TGV蚀刻;
-
直接激光蚀刻,无需后续蚀刻;
-
制造 6µm、>15 纵横比的 TGV;
-
预测产量模型,用于优化覆盖层,从而加快 FOPLP 产量提升;
-
在分离界面处逐渐减小累积层以防止玻璃破损。
堆叠玻璃用于高频应用
玻璃因其高频传输和极低损耗的特性,是6G无线通信网络的理想选择,该网络必须支持>100 GHz的数据速率。堆叠玻璃中的异质集成可以将高频前端芯片与低损耗互连集成到大规模天线阵列中。
佐治亚理工学院博士生李星辰表示:“通过将收发器模块分解为单个功能芯片,例如功率放大器和变频器,这些芯片可以嵌入堆叠基板核心并垂直互连。”在玻璃基板上堆叠 2 英寸(50 x 50 毫米)芯片的工艺亮点包括菊花链结构的集成、玻璃层之间的良好对准度(3 微米)、玻璃穿层激光钻孔和铜填充。
研究人员选择了一种ABF(味之素增材薄膜,Dk = 3.3,Df = 0.0044)作为低k电介质和玻璃粘合剂,并在两层上构建了基于RDL的共面波导(见图1)。宽带电气性能高达220 GHz,损耗仅为0.3 dB。
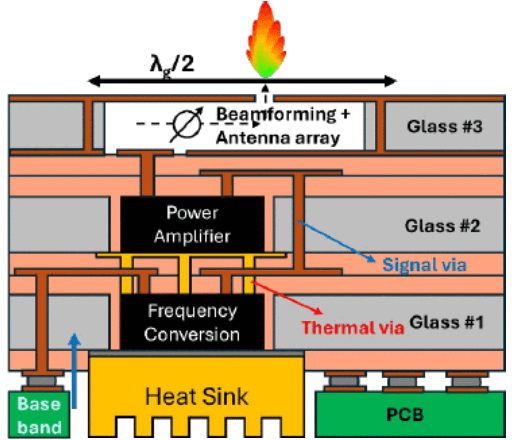
图 1:堆叠玻璃结构采用未固化的 ABF 电介质作为粘合剂,采用激光钻孔,并采用铜化学镀种子/电镀填充。来源:ECTC
100 µm 厚的玻璃面板采用倒装芯片键合技术堆叠在未固化的 ABF 上,从而最大限度地减少面板在加热时的位移。ABF 封装芯片,然后将另一层未固化的 ABF (15 µm) 层压在顶层玻璃上并固化。采用激光加工形成用于信号传输和散热的玻璃通孔,然后使用粘合促进剂、化学镀铜和电解镀层填充高达 130 µm、间距达 100 µm 的 V 形通孔。该方法展现出作为 6G 应用的 3D 堆叠方法的潜力。
玻璃通孔 (TGV) 工艺
激光在 TGV 的制造过程中发挥着关键作用。LPKF Laser & Electronics 战略产品经理 Richard Noack 最近详细介绍了如何改进激光诱导深蚀刻 (LIDE) 技术,以实现量产。LIDE 首先对硼硅酸盐玻璃进行激光改性,改变其结构,使其易于进行各向异性蚀刻。
激光改性工艺使用单个激光脉冲破坏玻璃的成分。“初始改性的宽度不到1微米,可以描述为‘气泡链’,”Noack说道。“这种温和改性的蚀刻速率比材料其他部分高出100倍。”
接下来,使用氢氟酸 (HF) 进行湿法蚀刻,形成所需的形状(见图 2)。LIDE 已证明能够蚀刻出小至 3µm、间距为 5µm 的玻璃通孔。
为了促进湿法面板加工,Yield Engineering Systems (YES) 开发了一种自动化多腔体浸浴、冲洗和干燥设备,可处理多达12块尺寸为510 x 515毫米的玻璃面板。该公司高级总监Venugopal Govindarajulu介绍了一种湿法蚀刻方法,用于制造专为大批量生产设计的高AR玻璃通孔。
该设备可使用市售玻璃材料在 130°C 温度下蚀刻 25-100µm TGV,蚀刻速率高达 80µm/小时。激光工艺可根据所需形状进行调整,例如圆柱形、沙漏形、直通孔或腔体。
YES 团队确定蚀刻速率和 TGV 曲线是 HF 浴化学性质、酸浓度和蚀刻温度的函数,可以进行调整以实现 5:1 的高选择性蚀刻(蚀刻速率修改区域/蚀刻速率未处理玻璃)。
沙漏状形状被认为是利用铜PVD技术实现无空洞填充的理想选择。湿法蚀刻槽的纵横比(深度/直径)范围为4:1至20:1(200µm厚的玻璃)。“在大批量生产环境中,关键考虑因素包括:优化化学工艺以实现更高的蚀刻速率;优化流体动力学以实现均匀蚀刻;以及良好的温度和流量控制以实现工艺能力,”Govindarajulu说道。
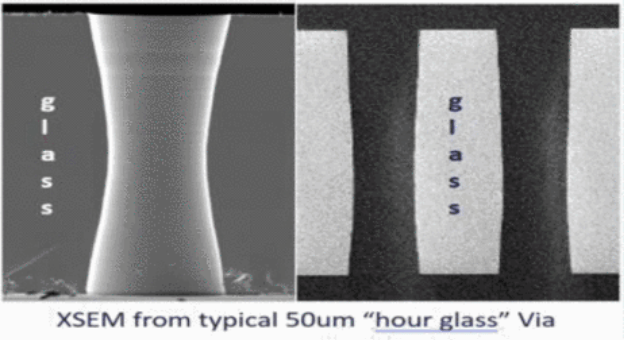
图 2:沙漏形轮廓最适合采用铜 PVD 种子层,然后进行电解镀覆。来源:ECTC
尽管LIDE被认为是玻璃通孔的领先工艺,但各公司仍在探索更环保、不使用有毒氢氟酸(HF)的解决方案。东京大学的Toshi Otsu及其同事在100µm厚的旭硝子ENA1材料上成功加工出6µm宽、25µm间距的孔。该方法使用具有不同脉冲能量和发射次数的准直深紫外激光束(257nm)。“使用超短脉冲激光可以最大限度地减少对周围材料的热影响,从而实现精确、清洁的加工,”作者说道。
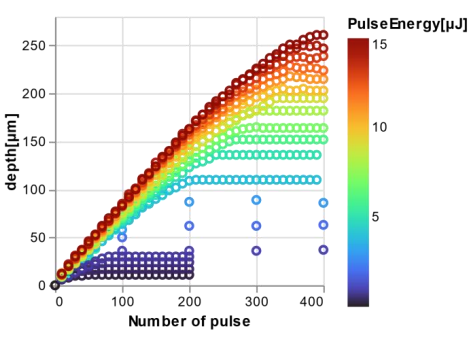
图3:孔深度随脉冲能量增加而增加,但达到极限。来源:ECTC
SEM 横截面显示,高深宽比 TGV 的玻璃顶部孔径大于底部孔径。深度最大可达 260µm,深宽比在 20:1 至 25:1 之间。(见图 3)。未来的研究将探究改变激光器的数值孔径如何影响孔径。
研发助力玻璃芯基板产量提升
每当业界考虑玻璃等新材料时,仿真都能提供材料之间相互作用的洞察。它还能帮助比较工艺,例如哪种附着力促进剂与玻璃的界面效果最佳,或者PVD铜或化学镀铜哪种能形成更好的种子层。
新思科技首席解决方案工程师 Anders Blom 表示:“当转向玻璃等新型基板时,原子建模将成为预测在玻璃基板上放置多层薄膜时形成的界面行为的关键工具。这为在开始制造之前就确定重点方向以及在加工过程中需要注意的事项提供了方向。 ”
由于玻璃是非晶态材料,因此必须使用数十个原子进行建模,而像晶体硅这样的材料只需两个原子即可开始建模。“GPU加速和机器学习算法的最新进展使我们能够结合使用快速力场和精确的第一性原理建模来构建和运行此类复杂系统的真实模型,”Blom指出。
另一个有助于推进面板级研发和良率提升的工具是预测良率建模,尤其适用于采用 HBM 的 AI 处理器。Onto Innovation应用开发经理 John Chang在 ECTC 上详细介绍了一个预测良率模型,并特别关注了叠层缺陷。“这些组件价格昂贵,”他说道,“因此,在每一步都最大限度地提高良率,并尽早发现缺陷以最大程度地减少损失至关重要。”
尽管玻璃芯基板相对于有机芯基板显著减少了图案变形和翘曲,但它们的出现仍然会影响扇出型面板级工艺 (FOPLP) 的良率。Onto Innovation 方法使用离线量测工具测量芯片偏移和变形,然后将其与定制的工艺参数和机器学习算法相结合,快速减少 510 x 515 毫米面板上的套刻缺陷。[5] “通过利用预测分析和机器学习模型,良率预测技术不仅可以识别潜在的在线工艺缺陷,还可以推荐可行的解决方案,以便在早期阶段优化生产参数,从而实现更快的产能提升,”张先生说道。
面板级套刻误差通常在整个面板上呈现非线性模式,有四种不同的校正方法:全局校正、基于区域(例如,每块面板4个套刻误差)、基于芯片的校正和逐点校正。基于芯片的校正可实现最高的良率,但校正时间会降低产量。而对于每块面板,基于点的校正可在每次曝光中曝光多个具有相似偏移区域的芯片,从而在保持高良率的同时减少对产量的影响。然而,仅靠这种优化方法,良率往往不尽如人意。
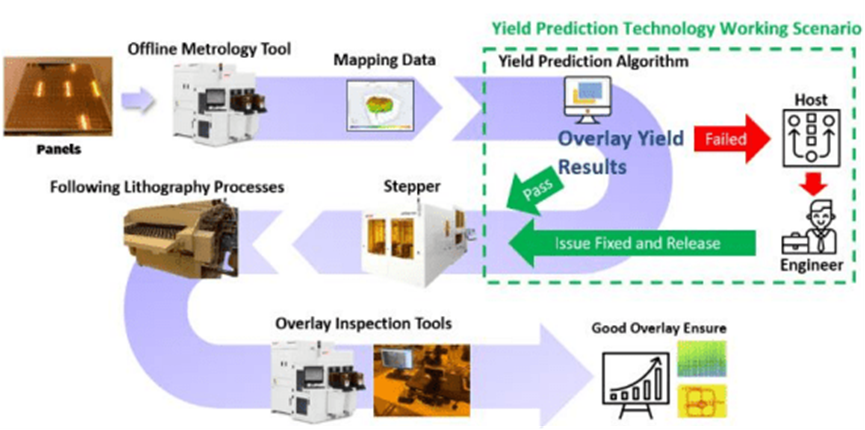
图 4:良率预测工作流程能够实时监控和分析影响套刻良率的芯片偏移和图案变形。来源:ECTC
为了加速套刻改进过程,该团队建立了一种方法,模拟最终良率随不同工艺参数条件的变化。“通过利用这项技术(图4中的完整流程),用户可以通过模拟确定最佳参数,并通过运行合格基板来验证预测结果,”Chang说道。
此外,图表和直方图有助于在生产FOPLP环境中及早发现叠对问题,从而加速认证过程并简化工艺优化。“随着未来几年FOPLP预计将大幅增长,我们相信良率预测技术将为实现FOPLP光刻技术的快速生产和高良率提供清晰的路径。” 张教授说道。
防止水垢
众所周知,玻璃易碎。在搬运和其他操作过程中,尤其是切割过程中,微裂纹是一个主要问题。
玻璃芯基板在切割过程中出现的故障被称为“SeWaRe”,源于日语,意为“背面开裂”。Disco 公司的 Frank Wei 和 Andrew Frederick 开展了一项研究,探究了切割过程中基板开裂的原因。研究使用了不同厚度(125 毫米、200 毫米和 500 毫米)的裸硼硅酸盐玻璃,以及在玻璃两侧使用两种类型的层压积层,最终找到了已知的最佳损伤最小化方法。
Disco 的研究表明,与基于激光的单片方法(激光隐形切割和激光增强烧蚀填充)相比,双刀片切割方法产生的边缘碎裂更多,但边缘更光滑。单片芯片尺寸分别为 5 x 5 毫米和 15 x 15 毫米。重要的是,层压层提高了芯片强度,并且采用更高模量的电介质可以获得最佳的芯片强度。
有限元建模 (FEM) 表明,边缘崩裂是由最尖锐的微观缺陷引起的,这些缺陷在切割过程中应力最集中。Disco 团队发现,当叠层延伸到分割区域的边缘时,就会出现 SeWarRe 缺陷。这些缺陷可以通过在分割边缘部分移除叠层来消除,这被称为回拉法。
图 5:当在聚合物构建层(正面和背面)上使用回拉法时,可以消除切割过程中的碎裂现象。来源:ECTC
虽然玻璃面板的主流切割工艺是在基板两侧层压积层之后进行的,但索尼半导体解决方案公司的御手洗俊(Shun Mitarai)及其同事却探索了一种新颖的方法,即将切割好的基板嵌入有机树脂中,以提供边缘保护。[7] 他们将切割好的玻璃芯嵌入工艺 (SGEP) 与业内传统工艺进行了比较。“传统的玻璃芯基板制造工艺 (CP) 在保持大型玻璃面板的同时,操作简单,但需要大量投资用于双面互连的形成,并且需要进行大量的设备改造,才能在不损坏玻璃的情况下进行处理。”
传统工艺首先进行TGV蚀刻和金属化,然后进行核心互连工艺。接着,对积层进行层压,再进行单片化。最后,在基板的每个边缘涂覆有机树脂。
相反,SGEP 在核心互连形成后对基板进行切割。这一新颖的步骤包括将玻璃芯段嵌入覆铜层压板框架中。然后层压积层,最后切割树脂框架。
Mitarai 指出,这种针对单个玻璃边缘的保护工艺非常复杂。双面增层可以有效平衡单面加工过程中因热膨胀系数 (CTE) 引起的翘曲。而单片玻璃芯嵌入工艺则能够实现单面加工,并提供卓越的基板保护。该方法的下一步工作将包括提高工艺与严格设计规则的兼容性,并进一步提高良率。
玻璃芯上的混合键合
玻璃的平整度和定位精度创造了新的集成和工艺可能性。“与有机芯基板不同,玻璃芯基板足够平整,可以进行铜-铜混合键合,”欣兴电子高级特别项目助理John Lau说道。[8] 他指出,玻璃并非有机芯基板的替代品。相反,它对现有材料进行了补充,因为可以使用二氧化硅电介质和双镶嵌工艺来制造更小的RDL线路和间距。
Unimicron 团队演示了器件与有机芯和玻璃芯基板的倒装芯片键合。他们发现,倒装芯片键合的混合键合在玻璃上的翘曲度略大于倒装芯片键合的微凸块,但两者均在可接受范围内。他们将微凸块较低的翘曲度归因于其作为减震器的性能。作者建议,当键合到热膨胀系数 (CTE) 在 18 ppm/°C 范围内的 PCB 时,应使用热膨胀系数 (CTE) 较高的玻璃 (10 ppm/°C)。
结论
玻璃生态系统中的企业正在为多芯片先进封装中芯片和基板尺寸的持续增长做好准备,并取得了显著进展。激光改性后进行高频蚀刻是形成不同形状和尺寸的玻璃通孔的主要方法,但如果该工艺能够达到后续铜填充所需的通孔形状,则使用准分子激光器进行直接激光蚀刻是更具环保性的选择。
如果在刀片或激光切割之前能够持续进行聚合物回拉,则可能可以避免玻璃在切割过程中出现微裂纹(SeWaRe)。看来,改变切割方法可以减少微裂纹,但无法消除。
来源:编译自https://semiengineering.com/glass-substrates-gain-momentum/

包括但不仅限于以下议题
|
序号 |
Topic |
|---|---|
|
1 |
Challenges and solutions of TGV glass core technology |
|
2 |
玻璃基板先进封装技术发展与展望 |
|
3 |
三维封装硅通孔与玻璃通孔技术发展及应用 |
|
4 |
先进封装对玻璃基板基材的要求 |
|
5 |
无机玻璃材料的本构模型、破坏机理及其在工程中的应用 |
|
6 |
玻璃基互连技术助力先进封装产业升级 |
|
7 |
真空镀膜设备在玻璃基板生产加工中的关键作用 |
|
8 |
玻璃芯板及玻璃封装基板技术 |
|
9 |
玻璃通孔结构控制、电磁特性与应用 |
|
10 |
玻璃基板及先进封装技术研究与应用 |
|
11 |
如何打造产化的玻璃基板供应链 |
|
12 |
电镀设备在玻璃基板封装中的关键作用 |
|
13 |
玻璃基FCBGA封装基板 |
|
14 |
Application of microscope in semiconductor advanced packaging defect detection |
|
15 |
激光系统应用于TGV制程发展 |
|
16 |
Panel level laser induced etching & AOI |
|
17 |
Laser-induced deep etching technology is used to realize the processing of glass substrates with integrated multi-functional structures |
|
18 |
FLEE-TGV助力先进封装玻璃基板发展 |
|
19 |
在玻璃基板上开发湿化学铜金属化工艺 |
|
20 |
异构封装中金属化互联面临的挑战 |
|
21 |
电化学沉积法制备TGV-3D互连结构 |
|
22 |
高效RDL制造技术:赋能多种互联结构的面板级封装 |
|
23 |
Difficulties in the production of TGV metal lines and their technical solutions |
|
24 |
玻璃基光子解键合技术 |
|
25 |
基板积层胶膜材料 |
|
26 |
面向先进封装的磨划解决方案 |
|
27 |
Application of Multi-physics Simulation Technology in Glass-based Advanced Packaging |
|
28 |
Integrated passive on glass substrate |
|
29 |
Design, development and application of high-performance IPD based on TGV |
|
30 |
下一代ABF载板-玻璃基及其潜在的机遇与挑战 |
|
31 |
面板级键合技术在FOPLP中的应用 |
更多相关议题征集中,演讲及赞助请联系李小姐:18823755657(同微信)
报名方式一:扫码添加微信,咨询会议详情
李小姐:18823755657(同微信)
邮箱:lirongrong@aibang.com

注意:每位参会者均需要提供信息
方式二:长按二维码扫码在线登记报名

或者复制网址到浏览器后,微信注册报名
https://www.aibang360.com/m/100272
阅读原文,点击报名
